現場の視点からの紹介
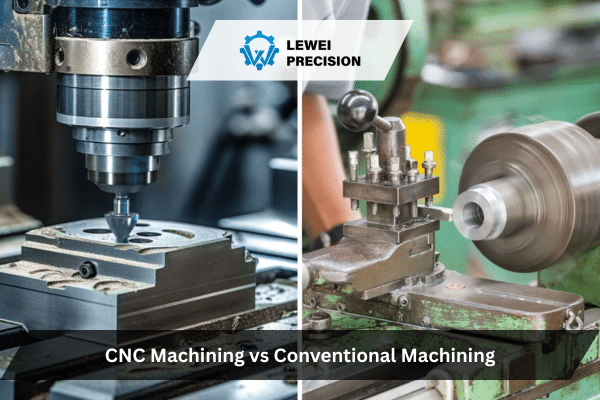
製造業では、以下のどちらかを選択する。 CNC加工 と従来の機械加工の違いは、学術的なものではありません。コスト、リードタイム、品質リスク、再現性、検査負荷、スクラップ率、そして最終的には生産が成功するか失敗するかに影響する。製造現場で時間を過ごしたことのあるエンジニアやバイヤーは、機械が単独では存在しないことを知っている。機械は、工具、オペレーター、治具と相互作用する、 材料公差、納期。
この記事では、CNCマシニングと従来のマシニングの比較について、第一原理から実際の生産における意思決定までを解説する。教科書で説明されている方法だけでなく、これらの工程が実際に作業場でどのように動作するかを反映している。その目的は、エンジニア、OEMバイヤー、調達マネージャーが、適切な仕事に適切なプロセスを選択し、なぜうまくいかないのかを理解し、次のような見積もりやRFQを依頼する際にどのような質問をすればよいかを知ることにある。 CNC加工サービス。
機械加工を基礎から理解する
機械加工とは何か
機械加工 コントロールされている 材料 除去。金属やプラスチックは、切削工具によって切り屑の形で削り取られる。最終的な形状は、工具の動き、工具の剛性、切削パラメータ、ワークピースの拘束方法によって決まります。
機械加工の核心は、力を管理することです。切削力は、工具、スピンドル、治具、そして部品に押し戻されます。これらの要素のどれかが剛性や制御を欠くと、精度が低下します。
CNC加工も従来の機械加工も、同じ物理学に従っている。違いは、どのように動きを生成し、制御し、繰り返すかにある。
従来の機械加工の詳細
従来の機械加工とは
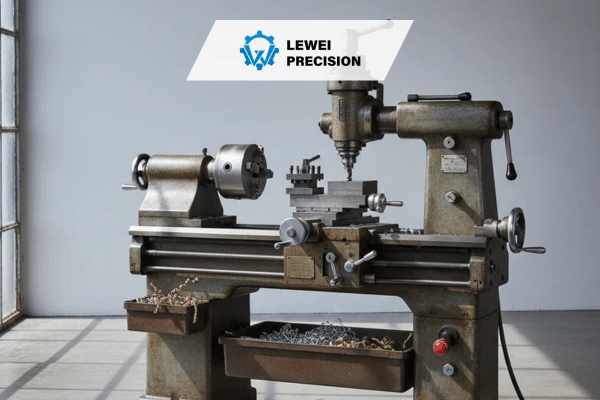
従来の機械加工とは、エンジン旋盤、ニーミル、ドリルプレス、シェーパー、手動グラインダーなど、手動で操作する工作機械を指す。オペレーターは、ハンドホイール、レバー、視覚的な基準点を使用して動きを制御する。
機械そのものはインテリジェントではない。機械工の技術、判断、経験が結果を決定する。
従来のマシンの仕組み
手動旋盤では、機械工はギアやベルトを使って主軸回転数を設定し、機械的なリンケージを使って送りを行い、切削深さを以下の方法で制御する。 回転 ハンドホイール。オペレーターはカットの様子を見、工具の音を聞き、コントロールを通して振動を感じ、リアルタイムで調整する。
マニュアルの場合 フライス盤機械工は、ダイヤルやデジタル表示を参照し、必要に応じて軸をロックし、精神的に操作をシーケンスします。すべての穴の位置、ポケットの深さ、表面の仕上げは、人間のコントロールにかかっています。
従来の機械加工の強み
従来の機械加工が優れているのは、繰り返しよりも柔軟性と判断力が重要な場合である。
単発部品、修理作業、試作品、手直し作業は、多くの場合、手動機械の方が速い。プログラミングのオーバーヘッドがない。熟練した機械工は、図面を受け取り、未加工の在庫をクランプし、数分で切削を開始することができます。
マニュアル 機械 カッティング中に微妙な調整ができる。もし 材料 硬度が変化しても、オペレーターが即座に補正します。ビビリが発生した場合は、直感的に送りと深さを調整できます。
少量生産の環境では、従来の機械加工は、セットアップ時間が最短で、工具もシンプルであるため、費用対効果が高い。
従来の機械加工の限界
繰り返し精度が最大の限界だ。どんなに優れた機械工でも、手作業で同じ寸法をばらつきなく何百回も打つことはできません。疲労、注意力散漫、工具の摩耗がドリフトを引き起こす。
複雑なジオメトリは非常に難しいか不可能です。真の3D輪郭、複合曲線、多軸フィーチャーは手作業では不可能です。
文書化とトレーサビリティに限界がある。検査は手作業による測定とオペレーターの経験に大きく依存している。
従来の機械加工で生産を拡大するには、より多くの熟練労働力が必要であり、それはますます不足している。
内部から説明するCNC加工
CNC加工の本当の意味
CNC加工 は、コンピュータ数値制御を使用して機械の動きを駆動する。軸は、Gコードと呼ばれるプログラムされた命令に基づいて、サーボモーターやステッピングモーターによって動かされる。
一度プログラムすれば、機械は同じツールパスを最小限の変動で繰り返し実行する。
CNCマシンの実際の動作
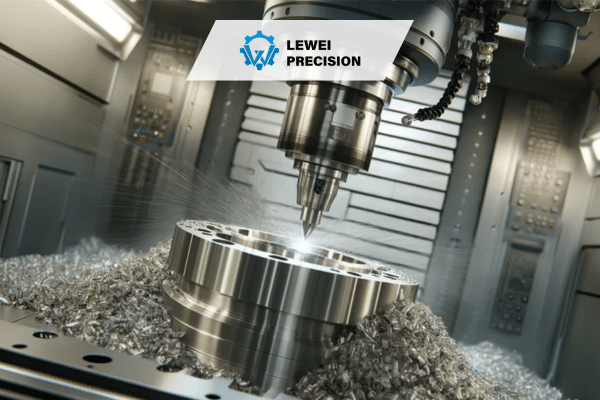
A CNCマシン は単なる工作機械ではなく、システムです。機械構造、制御ソフトウェア、サーボ・ドライブ、フィードバック・エンコーダ、ツーリング・システム、ワーク保持具などが含まれる。
このプロセスはCAD形状から始まります。その形状は、切削戦略、工具選択、機械能力に基づいてCAMツールパスに変換されます。プログラムは、すべての移動、送り速度、スピンドル速度、工具交換を定義します。
切断中、フィードバック・システムが位置を監視し、リアルタイムでエラーを修正する。機械は何も考えませんが、非常に安定しています。
CNC加工の強み
繰り返し精度が決定的な利点だ。一度CNC工程がダイヤルインされれば、部品は1個目でも1000個目でも同じように出来上がります。
複雑な形状は日常的です。多軸 CNCマシン 手作業では不可能な形状を作り出すことができる。
検査と品質管理は標準化しやすい。CNC部品はしばしば座標測定機や統計的工程管理システムと統合される。
労働効率が高い。一人のオペレーターが複数の CNCマシン 同時に
CNCマシニングは、近代的な機械加工のバックボーンである。 CNC加工サービス OEMとグローバル・サプライチェーンに提供される。
CNC加工の限界
CNC加工には初期費用がかかる。プログラミング、セットアップ、治具、工具の証明には時間がかかる。
プログラミングが不適切だと、すぐにスクラップになってしまう。たった一つの間違ったオフセットが、数秒のうちに部品を破壊してしまいます。
CNCマシン メンテナンスには、安定した電力、管理された環境、訓練を受けた技術者が必要である。
非常に単純な1点ものの部品の場合、CNCは手作業よりも時間がかかり、コストも高くつくかもしれない。
CNCと従来の加工における工具の違い
手動工具の現実
手動加工では通常、汎用工具が使用される。高速度鋼工具、基本的なチップ、標準的なドリルが主流である。
工具交換は手作業。工具の長さのばらつきは、測定システムではなく、経験によって管理される。
工具の摩耗は、感触、音、表面仕上げによってモニターされる。
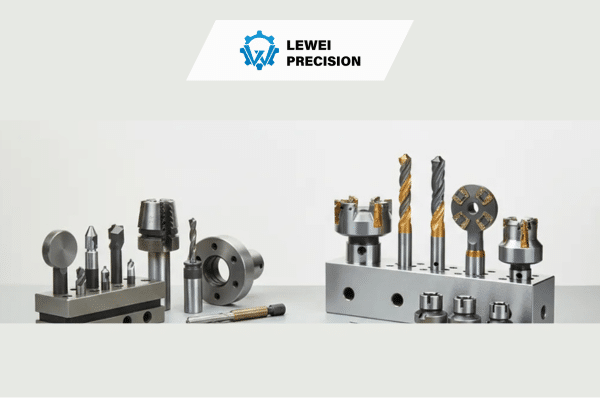
CNCツーリングの現実
CNC工具は繰り返し精度のために設計されている。ツールホルダーはバランスされ、測定され、ツールライブラリに保存されます。
工具長オフセットと直径摩耗オフセットはデジタルで追跡されます。
高度なコーティング、超硬工具、刃先交換式システムが一般的である。
工具の不具合 CNC加工 はもっと劇的である。工具が壊れると、多くの場合、部品や、場合によっては治具に損傷を与えます。
固定具とワーク把持の比較
従来のワークホールディング
手動加工は、バイス、クランプ、アングルプレート、そして即興に頼っている。
フィクスチャリングは柔軟だが一貫性がない。それぞれのセットアップはユニークだ。
これはプロトタイプには有効だが、本番では障害となる。
CNCワークホールディング
CNC加工 は、剛性が高く、再現性のある固定具を要求する。
ゼロポイントシステム、ソフトジョー、墓石、カスタムフィクスチャーが一般的である。
治具はしばしばプログラムと同じくらい重要です。悪いワークホールディングは、振動、寸法誤差、工具の破損につながります。
設計するエンジニア CNC加工サービス 部品価格とリードタイムに影響するため、固定費を早期に評価する。
実生産における公差能力
手動加工公差
熟練した機械加工技術者であれば、単一のフィーチャーに対して厳しい公差を保持することができます。理想的な条件下では、±0.01 mmを保持することも可能です。
課題は、複数の部品と複数の機能にわたる一貫性だ。
熱ドリフト、工具の摩耗、作業者によるばらつきが蓄積する。
CNC加工公差
CNCマシン ポジションの正確さと一貫性に優れている。
適切な工程管理により、±0.005mmの公差が達成可能です。
しかし、公差の積み重ねは依然として適用される。データムの選択が悪かったり、プローブ計測方法が間違っていたりすると、CNCであっても不合格になります。
表面仕上げと工程管理
手動仕上げコントロール
手動機の表面仕上げは、オペレーターの技量に大きく依存する。
送りの安定性、工具の切れ味、手のコントロールが結果に影響する。
研磨や二次仕上げが必要になることも多い。
CNC仕上げコントロール
CNCは送りと速度を正確に制御できるため、予測可能な仕上がりになる。
高速加工ストラテジーでツールマークを低減
表面仕上げはバッチ間で再現可能であるため、検査や下流の組み立てが簡素化される。
生産量決定ロジック
少量生産とプロトタイプ
一品部品や初期のプロトタイプの場合、従来の機械加工の方が速いことが多い。
プログラムもシミュレーションも必要ない。
変更は即座に行える。
中量生産
これは意思決定が最も重要なグレーゾーンである。
CNC加工 数量が数十個を超える場合、特に形状が複雑な場合は、通常は数十個の部品が勝者となる。
手作業による加工は、この段階では一貫性と人件費に苦労する。
大量生産
CNC加工 は必須である。
再現性、自動化、検査システムとの統合が不可欠である。
従来の機械加工では、効率的に拡張することはできない。
ヒューマンファクターとスキル要件
マニュアルマシニストのスキル
手作業による加工は暗黙知に依存している。
感触、音、視覚的な合図をマスターするには、長年の経験が必要だ。
このスキルは代替が難しく、ますます希少価値が高まっている。
CNCスキルセット
CNCマシニングは、異なるスキルを必要とする。
プログラミング、セットアップ、工具の選択、工程の最適化は、手による制御よりも重要だ。
エラーは寛容ではない。コードのミスはすべての部分に影響する。
強い CNC加工サービス 研修とプロセスの文書化に多額の投資を行う。
それぞれのプロセスで何が問題か
あらゆる加工工程は、予測可能な方法で失敗する。その違いは CNC加工 従来の機械加工と違うのは、物事がうまくいかないかどうかではない。 どのように問題が発生するのか、どれくらいの速さで問題が発生するのか、発見されるまでにどれくらいの損害が発生するのか。.
ほとんどの品質問題は、悪意によるものではなく、選択されたプロセスの構造的弱点が原因であるため、これらの故障モードを理解することは、エンジニア、バイヤー、調達チームにとって非常に重要である。
従来の機械加工でよくある失敗
疲労による寸法変化
従来の機械加工では、機械工は制御システムである。シフト中、疲労が蓄積する。手の圧力は変化する。視覚的な判断力はわずかに低下する。午前中は完璧なセンターカットだったものが、午後になると徐々にずれていく。
このドリフトは微妙なもので、部品を組み立てたり、後で検査するまで見えないことが多い。シャフトの直径は、機械工が無意識のうちに工具の磨耗を補正するため、徐々にアンダーサイズになることがあります。穴の位置が公称値からずれるのは、時間的なプレッシャーの中でダイヤルの読み取りを誤るためです。
これは技術の問題ではない。人間の限界なのだ。手作業による機械加工は持続的な注意力に依存しており、それを長時間の生産で完璧に維持することは不可能である。
一貫性のない表面仕上げ
従来の機械加工における仕上げ面粗さは、送りの一貫性、工具の切れ味、オペレーターの感覚に左右される。熟練した加工者でさえ、同じ送り圧力を何時間も維持することはできません。
工具が鈍ると、仕上げ面は徐々に劣化していきます。マシニストは、送りや深さを調整して補正することがありますが、その調整が文書化されたり、再現されたりすることはほとんどありません。
その結果、技術的には寸法公差を満たしていても、表面品質にばらつきのある部品ができ、これがシール性、摩擦、コーティングの密着性、疲労寿命に影響する。
人間の測定誤差
手作業による加工は、ノギス、マイクロメーター、デプスゲージ、目視によるアライメントに頼るところが大きい。測定誤差は避けられない。
マイクロメータが0.01mm読み違えただけで、複数の部品がスクラップになってしまいます。熱膨張を考慮せずに暖かい部品を測定すると、隠れたばらつきが生じます。間違った基準面を参照することは、図面が複雑な場合によくあるミスです。
こうしたエラーが悪意を持って発生することはほとんどない。測定が分離され管理されているのではなく、生産に組み込まれているために起こるのだ。
限定的なトレーサビリティ
従来の機械加工では、工程のトレーサビリティはほとんどない。バッチが検査で不合格になった場合、その問題がいつ、なぜ発生したのかを正確に判断することは難しい。
通常、工具のオフセット、機械の状態、中間測定の記録はない。そのため、根本原因の分析に時間がかかり、しばしば結論が出ない。
コンプライアンス、トレーサビリティ、監査を必要とする業界にとって、これは大きな制約となる。
CNC加工でよくある失敗
CNC加工 多くの人間的な変数を取り除くことができる。 システミック・リスク.CNCで物事がうまくいかないとき、それはしばしば速く、高くつく。
スクラップにつながる誤ったオフセット
オフセットはCNC精度の基礎です。工具長オフセット、ワークオフセット、摩耗オフセットはすべて正確でなければなりません。
たった一度の誤ったオフセットが、数分で全バッチを廃棄する原因となる。1mm長く設定した工具は、徐々にドリフトするのではなく、すぐに深く切りすぎてしまう。
手作業と違って、CNCは抵抗やためらいを感じない。たとえその指示が間違っていたとしても、言われたことを忠実に実行する。
プログラミング・エラーによるツールの衝突
プログラミングエラーは、CNCダウンタイムの主な原因である。逃げ面の見落とし、工具交換位置の間違い、座標系の間違いは、工具のクラッシュを引き起こす可能性がある。
このような衝突は、工具、スピンドル、治具、時には機械そのものを損傷させる。経済的な影響は、手動機械でのミスに比べてかなり大きい。
このため、経験豊富なCNC環境は、シミュレーション、ドライラン、実績のあるプログラムに大きく依存している。
不十分な固定設計
CNC加工 は、剛性が高く、再現性のある固定具を要求します。固定具がわずかでも動くと、機械は毎回不正確に切断します。
手動加工とは異なり、オペレーターは切削途中で直感的に補正することができない。機械は次から次へと同じエラーを繰り返す。
フィクスチャリングが悪いと、たとえプログラム自体が正しくても、びびり、寸法のばらつき、工具の破損につながる。
切削物理を理解しない過度の自動化
最も危険なCNCの間違いの一つは、理解せずに自動化に頼ることである。 材料 という振る舞いをする。
高い送り速度、アグレッシブなツールパス、異なるツールパスからコピーされたプログラム。 材料 多くの場合、工具の早期摩耗や致命的な故障を引き起こす。
CNCマシン は強力だが、工学的判断に取って代わるものではない。切削物理学が無視されると、CNCはミスを修正するのではなく、ミスを増幅させる。
コスト構造の比較
のコスト差 CNC加工 と従来の機械加工は、機械価格だけの問題ではない。それは 数量、複雑さ、品質要件が変化したときに、コストがどのように変化するか.
手動加工コスト
手動機は、購入費も維持費も比較的安価である。金型も簡単で、セットアップも早い。
しかし、1人の機械工が1度に1つの部品を生産するのが普通であるため、部品あたりの人件費は高くなる。ばらつきは、検査コスト、手直し、スクラップのリスクを増加させる。
手作業による機械加工が経済的に実行可能なのは、生産量が少なく、公差に寛容な場合に限られる。
CNC加工コスト
CNCマシン には多額の設備投資が必要である。工具、治具、プログラミング、セットアップには初期費用がかかる。
しかし、ひとたび稼働すれば、部品あたりの人件費は劇的に低下する。一人のオペレーターが複数の機械を監督することができ、再現性により検査や手戻りが減る。
規模が大きくなれば、CNC加工はより低い単価と予測可能な品質を生み出す。 CNC加工サービス およびRFQの評価。
検査と品質保証
この2つのプロセスでは、検査の考え方が根本的に異なる。
手動検査の現実
手作業による機械加工では、検査は通常、事後的に行われる。部品は切削後に測定され、多くの場合、その部品を加工した人が測定する。
文書化には限界がある。統計的工程管理は、ばらつきが一貫していないか、リアルタイムで測定できないため、困難である。
このアプローチは単純なジョブには有効だが、規制や高い信頼性が要求される場合には失敗する。
CNC品質システム
CNC加工 は、工程に検査を統合します。プロービングシステムは、切断前に部品の位置を確認します。工程内測定でドリフトを早期に発見。
三次元測定機はデジタルモデルに対して形状を検証し、データはトレーサビリティのために記録される。
このようなデータ主導のアプローチは、航空宇宙や自動車のOEMにとって不可欠である、 メディカルそしてエネルギー部門である。
環境と素材への配慮
どちらの加工法も、次のような問題を抱えている。 材料 しかし、CNCの方がより一貫している。
ハード 材料また、エキゾチック合金や難加工金属では、送り、速度、工具のかみ合いを正確に制御する必要がある。
このような場合、一貫した制御は肉体的に厳しく、ミスが起こりやすいため、手動加工は苦戦を強いられる。
CNCマシン 安定した切削条件を維持することで、工具の摩耗を減らし、寸法安定性を向上させる。
CNC機械加工と従来の機械加工の選択
経験豊富なエンジニアは、イデオロギーに基づいてプロセスを選択することはない。彼らは実践的な質問をする。
主な決定事項の説明
部品数量は、セットアップ費用を償却できるかどうかを決定する。
形状の複雑さによって、手作業による加工が可能かどうかが決まる。
公差要件は、再現性が柔軟性よりも重要かどうかを定義する。
繰返し精度は組立の歩留まりや下流工程に影響する。
納期は、番組制作にかかる時間が妥当かどうかに影響する。
検査文書の要件により、手作業による機械加工が完全に排除されることも多い。
これらの質問は、一般的な比較よりもはるかに信頼性の高い現実の判断を導く。
現代製造業におけるCNC機械加工サービスの役割
ほとんどのOEMは、すべての機械タイプ、工具システム、専門家を社内で保守することはできない。
プロフェッショナル CNC加工サービス はその複雑さを吸収するために存在する。先進的な機械、訓練を受けたスタッフ、検査システム、工程管理に投資することで、OEMはその必要がないのだ。
CNCサプライヤーを評価するとき、エンジニアは時間給以上のものを見るべきです。固定能力、検査の厳密さ、プロセスの成熟度は、価格よりもはるかに長期的な成功を左右する。
よくある質問
CNC加工は従来の加工よりも常に精度が高いのか?
CNC加工はより一貫性があるが、自動的に精度が上がるわけではない。熟練した機械工は、手作業で一つの部品に厳しい公差をつけることができる。CNCが輝くのは、その公差を多くの部品で繰り返さなければならない場合です。精度は、治具、工具、熱制御にも左右される。粗悪なCNC工程は、やはり粗悪なパーツを生み出す。一貫性こそが真の利点なのです。
従来の機械加工は現代の生産現場でまだ使えるのか?
しかし、その役割は限られている。従来型の機械加工は、試作品や修理、少量の特注品に価値がある。また、迅速な修正や手直しにも有効です。しかし、再現性と文書化が要求される大規模生産には、ほとんど適していない。近代的な工場では、両方の方法を戦略的に使用することがよくあります。
なぜCNC加工は単純な部品にコストがかかるのか?
プログラミング、セットアップ、固定には時間がかかる。非常に単純なパーツの場合、このオーバーヘッドが切削時間を上回ることもある。手作業の方が、同じパーツをより早く作れるかもしれません。CNCが費用対効果に優れるようになるのは、数量や複雑さがセットアップ費用を相殺する場合である。これが、RFQで部品の数量が重要な理由です。
CNC加工の現場で最も重要なスキルとは?
切削物理学、工具選定、治具設計、工程計画を理解することは、ボタンを押すこと以上に重要である。プログラミングのスキルだけでは十分ではありません。優れたCNCマシニストは、なぜ工具が破損したり、表面仕上げが劣化したりするのかを理解している。その知識が、スクラップやダウンタイムを防ぐのです。
CNC加工と手動加工では検査はどう違うのか
手作業による機械加工は、抜き取り検査とオペレーターによる測定に頼っている。CNC加工では、プローブ計測、インプロセスチェック、CMM検査が統合されています。これにより、統計的工程管理とトレーサビリティが可能になります。OEMは、このデータを要求することが多いため、CNC加工は規制産業にとって好ましい選択となっています。
CNC加工はすべての材料に適しているか
ほとんどの材料はCNCで加工できるが、すべての材料が同じ挙動をするわけではない。軟質プラスチック、高硬度鋼、エキゾチックな合金には、それぞれ異なる戦略が必要です。CNCマシンは要求の厳しい 材料 精密な制御により、より良い加工ができる。しかし、工具の選択やプログラミングの不備は、機械の種類に関係なく、依然として故障の原因となる。
バイヤーはCNC加工のRFQに何を含めるべきか
明確な図面、公差、材料仕様、表面仕上げの要件、数量、検査の期待値が不可欠です。あいまいさは、見積もりや品質リスクの上昇につながります。良い CNC加工サービス はこの情報を使って、治具と工程を適切に設計する。詳細なRFQは、双方にとって時間とコストの節約になる。