製造現場で20年以上の経験を持つシニア・マニュファクチャリング・エンジニアとして、私は次のような経験をしてきた。 CNCフライス加工 精密加工における目新しいものから、現代の生産の基幹へと進化している。0.001インチより厳しい公差を保持する必要がある部品があります、 材料 チタン合金のように反撃するもの、工具の破損や段取りミスを気にしない納期。このガイドでは CNCフライス加工 機械の基礎から始まり、生産ラインを稼動させるための意思決定ロジックに至るまで、業界を横断して解説します。実際の環境でどのようにプロセスが動作しているのか、エンジニアはなぜ特定の戦略を選択するのか、クーラント流量や主軸回転数などの変数が台本から外れた場合に何が起こるのかを取り上げます。最後には、以下を評価するためのツールを手に入れることができます。 CNCフライス加工 あなたのプロジェクトに適合し、バッチをスクラップ送りにする落とし穴を避ける方法。
グローバル CNCマシン 2026年の市場規模は791.4億米ドルで、航空宇宙、自動車、自動車産業の需要に牽引され、2031年には年平均成長率5.78%で1,047.6億米ドルに達すると予測されている。 医療分野 より厳しい公差とデジタル統合のために。一方 CNCフライス盤 2026年には879億6,000万米ドル、2035年には3.60%の年平均成長率で1,208億2,000万米ドルに成長すると推定されている。これらの数字は、手作業による機械加工が複雑さや生産量に追いつけないような、競争の激しい産業における自動化の推進を反映している。
CNCフライス加工の基礎
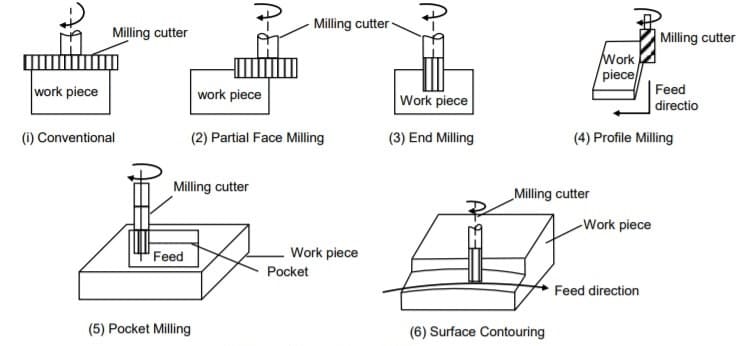
CNCフライス加工 の強固なブロックから始まる。 材料 テーブルにクランプされ、回転するカッターがストックを除去して最終形状を形成する。しかし、単に引き算をするだけでなく、あらゆる動きの軸を制御することで、手動の機械工を縛り付けるような形状を実現するのだ。
CNCフライス加工とは?
CNCはComputer Numerical Controlの略で、ソフトウェアが機械の動きを指示する。オペレーターが感触と設計図に基づいてハンドルを回す手動のフライス加工とは異なり、CNCは再現性のためにプログラムされた経路を使用します。実際には、セットアップがうまくいけば、一晩で100個の部品を最初の部品と同じ精度で加工することができます。私は、単純なブラケットから多数個取りの金型まで、あらゆるもののためにフライス盤をプログラムしてきたが、重要なのは次のことを理解することだ。 CNCフライス加工 平らな面、ポケット、溝、輪郭など、角柱状の部品を作るのが得意です。
このプロセスでは、0.010インチのフィーチャーまでの電子部品用マイクロフライスから、フィートスパンの航空宇宙フレーム用大型ガントリーミルまで、さまざまなスケールに対応している。公差は通常、一般的な加工で±0.005インチから、わずかな偏差でも空力上の問題や構造上の不具合を引き起こす可能性がある航空宇宙分野では±0.0005インチ以上の範囲です。
CNCフライス加工の実際:ステップ・バイ・ステップ
設計から始めましょう:エンジニアは、SolidWorksやFusion 360のようなCADソフトウェアを使用して部品をモデリングします。単に線を引くだけでなく、アルミニウムの切り屑とステンレスの切り屑のように、工具を詰まらせる可能性のある材料の特性を考慮します。
次に、CAMソフトウェア(Computer-Aided Manufacturing)は、モデルをGコード(直線移動のG01やスピンドルスタートのM03のようなコマンド)に変換する。Gコードは、機械に、どこに、どのくらいの送り速度(インチ/分)で、主軸の回転数を指示します。例えば、スチールブロックの荒加工では、0.100インチの切り込みで800RPMで運転し、次のような加工を行います。 材料 一方、仕上げパスは表面品質のために2000RPMで深さ0.010インチまで落とす。
フロアではセットアップが重要です。小さな部品にはバイスを、変わった形状の部品には特注の治具を使用します。ストックをプローブしてゼロ点を設定し、カルーセルに工具(エンドミル、ボールミル、ドリル)をセットして、サイクルスタートを押す。機械はX軸、Y軸、Z軸に沿って移動し、クーラントを噴射して熱を管理し、切り屑を排出します。実際の加工では、振動が仕上げ不良や工具折損の原因となるビビリ音などの異常を監視します。
後加工では、バリ取り、CMM(三次元測定機)による検査、そして加工によって応力が発生した場合には熱処理を行うこともある。私は、不適切なクーラントが熱膨張を引き起こし、寸法が0.002インチ狂って、航空宇宙部品をスクラップにするほどになっているのを見たことがある。
CNCフライス盤の種類と使用時期
3軸ミルはX、Y、Zの方向に動きます。プレートやシンプルなハウジングのような平らなパーツには最適です。しかし、アンダーカットや複合アングルの加工には、4軸(XまたはYを中心に回転を加える)または5軸(完全同時動作)が必要です。自動車では、エンジンブロックは3軸で十分ですが、航空宇宙のタービンブレードでは、セットアップエラーを減らし、再位置決めなしで曲面を加工するために5軸が必要です。
横形ミルは、切り屑の排出性に優れ、重切削を得意とし、エ ネルギー分野の大型鍛鋼品に最適である。竪型ミルは汎用性が高く、一般的です。部品サイズによって選択します、 材料多品種少量生産では汎用性の高いVMC(立形マシニングセンタ)が好まれ、量産加工ではスピード重視のHMCが好まれる。
CNCフライス加工における材料:選択の論理と課題
材料ドライブ すべて。アルミニウム (6061 または 7075) は、ヒートシンク用の電子機器では一般的な、高速サイクルのための高い速度と送りで、簡単にフライス加工ができます。スチール(1018軟鋼または4140合金)は、工具の摩耗を避けるために低速が必要で、自動車用ギアに使用される。
航空宇宙産業におけるチタンは、重量に対する強度を提供しますが、加工硬化し、工具の急速な鈍化を引き起こします。これには、高圧クーラントと剛性の高いセットアップで対処します。デルリンやPEEKのようなプラスチックは 医療機器 きれいに粉砕できるが、スピードが速すぎると溶けることがある。
なぜ選ぶのか?トレードオフ:チタンの耐久性は国防におけるコストを正当化するが、アルミニウムの機械加工性はプロトタイプの時間を短縮する。間違った場合真空固定なしで脆い複合材を加工すると、層間剥離が起こり、部品が廃棄される。
航空宇宙産業におけるCNCフライス加工の用途
航空宇宙産業では、極度の応力、温度、AS9100のような規制に耐える部品など、CNCフライス加工はその限界まで追い込まれます。0.0002インチ以下の公差はオプションではなく、安全のために必須です。
CNCフライス加工による主要部品
インコネルやチタンから翼形状を削り出す5軸フライス加工では、内部に冷却チャンネルが掘削されます。翼型、アンテナ、着陸装置部品、マニホールド、ブッシュはすべて、精密な輪郭を得るためにフライス加工に頼っています。翼のリブやスパーのような構造要素は、強度を維持しながら軽量化するためにポケット加工が施される。
実際のシナリオでは、エンジンケーシングのフライス加工では、超硬エンドミルで粗加工して嵩を除去し、ボールミルで仕上げ加工して滑らかなRを出します。私は、薄い壁からの振動でびびり跡が発生する加工を監督してきましたが、送りを動的に調整する適応ツールパスによって修正されました。
航空宇宙フライス加工における課題と意思決定ロジック
チタン合金(Ti-6Al-4V)のような材料は切削に抵抗し、熱を発生させて部品を歪ませます。エンジニアは、工具のかみ合わせを最小限にするための円形経路であるトロコイド加工や、切りくずを凍結させるための極低温冷却を選択します。なぜか?フルスロットカットはオーバーヒートし、NDT(非破壊検査)でのみ検出可能な表面下の損傷につながります。
限界:5軸加工機はコストが高く、プログラミングに時間がかかる。しかし、その見返りはワンセットアップマシニングであり、再クランプによるエラーを避けることができる。うまくいかない場合:深いポケットでの工具のたわみが公差を狂わせ、空力効率の低下や飛行中の不具合を引き起こす。調達マネージャーは、認証工場へのアウトソーシングをコストと比較検討する。 CNCフライス加工サービス は、社内に投資することなくコンプライアンスを保証する。
OEMバイヤーにとっては、航空宇宙の専門家へのリンクが必要である。 CNCフライス加工サービス は、検証済みのプロセスへのアクセスを提供する。
現場での実際のシナリオ
衛星部品のプロジェクトを思い出してください:EMIシールドスロットのあるアルミ製ハウジングをフライス加工した。Z深度のプログラムミスでオーバーカットが発生し、最初のロットを廃棄しました。教訓:常にCAMでシミュレーションし、機械でドライランすること。人的要因:摩耗した工具のような問題が連鎖する前に、オペレーターがキャッチする。
自動車産業におけるCNCフライス加工の用途

自動車は、容積と耐久性を要求する。 CNCフライス加工 プロトタイプから生産まで、すべてを手掛ける。
重要部品とプロセス
エンジンブロックは鋳造品から始まり、シリンダーボアと取り付け面のためにフライス加工される。ギアボックス、アクスル、バルブ、シリンダーヘッド、ダッシュボードパネル、ガスゲージは、精密なフィットのために多軸フライス加工が使用される。EVでは、アルミニウムのポケットフライス加工によってバッテリートレイが軽量化される。
プロセス10,000RPM以上の高速マシニング(HSM)で素早く粗加工を行い、仕上げ加工でRa 32マイクロインチの表面仕上げを行う。なぜHSMなのか?大量生産でサイクルタイムを50%短縮。
トレードオフ、限界、トラブルシューティング
スチール製部品はアルミ製部品よりも工具の摩耗が早いため、超硬コーティングは寿命を延ばす。限界:複雑な内部のため、手の届かない部分のEDMバックアップが必要。決断カスタムレーシングパーツの場合、5軸フライス加工はコストに見合う。
問題点薄肉サスペンションアームのびびり-減衰治具または低送りで解決。シナリオトランスミッションケースのフライス加工で、クーラントの汚れが腐食を引き起こした。
エンジニアと自動車の関係 CNCフライス加工サービス スケーラブルな生産のために。
医療・ヘルスケア産業におけるCNCフライス加工の用途
医療部品 人命を救うためには、生体適合性と精度が不可欠なのだ。
重要部品と素材の選択
人工股関節のような整形外科用インプラントは、カスタムフィットのためにチタンの5軸フライス加工を使用します。骨ネジ、プレート、手術器具(鉗子、クランプ、ブレード)、ペースメーカー、補綴物、内視鏡器具は無菌仕上げが要求されます。
脊椎インプラント用のPEEKは滑らかに粉砕されるが、組織を刺激するバリを避けるために鋭利な工具が必要である。
CNCフライス加工が優れている理由と潜在的な落とし穴
FDA規制はトレーサビリティを要求しているため、CNCの再現性が光る。どのようにカテーテルの微細加工限界:シリコーンのような柔らかい素材は、専用のカッターを必要とする。
間違った場合プラスチックの熱による寸法変化-送風冷却を使用する。シナリオ歯科用クラウンのフライス加工で、ジルコニアにクラックが入り、誤った送りが行われた。
バイヤーが注目するのは メディカル ISO13485準拠のCNCフライス加工サービス。
エレクトロニクス産業におけるCNCフライス加工の用途
電子機器には、小型で熱を逃がさず、ぴったりとフィットする部品が必要だ。
一般的なアプリケーションとテクニック
ヒートシンクには冷却用のフィンがフライス加工され、筐体、コネクター、PCB、ソケット、回路部品には3軸が使用され、平らなプロファイルが得られます。スマートフォンの筐体には美しい輪郭が施される。
高精度:薄いアルミニウムのための真空固定は反りを防ぐ。
小型化の課題と解決策
銅の導電性は、しみ出しを助けるが、ダイヤモンド・コーティングされたツールは、蓄積を防ぐ。制限:クリーンルームではESDのリスクがある。
問題プリント基板のスロットを削りすぎると回路がショートする。エレクトロニクスへのリンク CNCフライス加工サービス.
防衛・軍事産業におけるCNCフライス加工の用途
防衛には、砲火の下での逞しさが必要だ。
主要部品と耐久性の焦点
バレル、レシーバー、トリガーメカニズム、プロペラシャフト、エンジン部品、装甲メッキ、メインローターハブ、カプラー、ミサイル部品、リテーナーリング。
耐摩耗性のためにセラミックインサートでミリングされた硬化鋼。
戦略的決断と現場の現実
なぜ多軸なのか?車両マウントの複合角度制限:分類された設計は、アウトソーシングを制限する。
違う:長いオーバーハングの振動で工具が壊れる。シナリオフライスのアンモホイスト、 材料 インクルージョン(内包物)が破損の原因となり、サプライヤーを変更した。
アクセス・ディフェンス CNCフライス加工サービス ITAR準拠のため。
エネルギー・再生可能分野におけるCNCフライス加工の用途
エネルギー部品は回転と圧力を扱う。
発電用部品
バルブ、ピストン、シリンダー、タービンブレード、ベアリング、水力発電機ハウジング、ブッシュ、ソーラーパネルフレーム、風力タービンブレード。
バランスフライス加工により、回転アセンブリの振動を防止します。
効率のトレードオフとメンテナンスの洞察
高熱用インコネル、低速送りが工具寿命を延ばす。限界:大型部品にはガントリーミルが必要。
問題タービンの故障はブレードのアンバランスが原因-ポストミルのバランシングが重要エネルギーへのリンク CNCフライス加工サービス
CNCフライスのその他の注目すべき用途
船舶:船体付属品、甲板構造物。
消費者プラスチック用金型
ジュエリー:指輪の刻印。
家具:彫りの深い脚。
これらは汎用性を広げるが、核となるロジックは精度と再現性であることに変わりはない。
CNCフライスのトレードオフと限界
旋盤加工との比較:非円形はフライス加工、円筒は旋盤加工の方が早い。
対 3Dプリンティング:金属の強度を高めるフライス加工、複雑だが弱い印刷。
コストセットアップ$500-5000、ランタイム$50/時間。制限事項パーツを分割しないと内部の特徴に到達できない。
決定:公差が0.005インチ未満で、容積が10-10,000の場合に使用する。
CNCフライス加工プロジェクトの意思決定
部品の形状を評価する、 材料量。社内で試作し、サービスを通じて生産する。
要因機械の能力、リードタイム(2~4週間)、部品あたりのコスト。
CNCフライス加工における一般的な問題とトラブルシューティング
ハイエンドの機械と高度なCAMソフトウェアを備えた最新のCNC工場であっても、加工上の問題は発生する。 CNCフライス加工 はコントロールされたプロセスだが、熱、力、振動を伴う、 材料 挙動、工具の摩耗。これらの変数が一つでも許容範囲外にずれると、生産上の問題が発生する。
経験豊富な機械工は、機械加工の問題のほとんどがランダムではないことをすぐに学びます。それらは通常、不適切な切削パラメータ、弱い治具、工具の摩耗、熱影響など、少数の根本原因にさかのぼる。
このような問題がどのように機械に現れ、どのように迅速に修正するかを理解することは、生産効率を維持し、高価な部品や工具を保護するために非常に重要である。
以下は、その間に遭遇する最も一般的な問題である。 CNCフライス加工 そして、実際の製造現場で使用されている実践的なトラブルシューティング戦略。
フライス加工時の過熱
機械加工において熱は絶え間ない要因である。切削工具が 材料摩擦と塑性変形により、切断部では熱が発生する。
放熱能力を上回る速さで熱が蓄積すると、いくつかの問題が発生する。
切削工具は硬度を失い始め、被削材も硬度を失う。 材料 が拡大し、仕上げ面が悪化する可能性がある。極端な場合には、工具の刃先が焼けたり欠けたりすることもある。
オーバーヒートの兆候
機械工は通常、いくつかの指標によって過熱を認識する:
- チップの変色、しばしば暗青色または紫色に変色する。
- 切断部付近の焦げ臭いにおい
- 工具の摩耗や刃先の破損が早い
- 加工面の表面仕上げが悪い。
- 寸法精度に影響するワークピースの膨張
オーバーヒートの原因
最も一般的な原因は以下の通りである:
- 材料に対して過剰なスピンドル回転数
- クーラントの供給不足
- 鈍い切削工具
- 高い送り速度と深いカッティングパスの組み合わせ
- 工具のコーティングが不適切 材料 加工
チタン加工は熱の蓄積に特に敏感です。チタンは熱を効率的に伝導しないため、熱のほとんどは刃先に集中したままになります。
実践的ソリューション
機械加工エンジニアは通常、過熱を制御するためにいくつかの調整を行う。
切屑の形成を維持するために、送り速度を維持しながら切削速度をわずかに下げる。
クーラントの流量を増やすか、高圧クーラ ント供給システムに切り替える。高圧のクーラントは、より効果的に切削ゾーンに到達し、切屑を排出することができます。
高温加工環境用に設計されたコーティング超硬工具またはセラミック工具を使用してください。
切削戦略を変更することが役立つこともある。例えば、適応ツールパスは切削力をより均等に分散し、熱の蓄積を抑えます。
チャタリングと振動の問題
チャタリングは、この業界で最もイライラさせられる問題のひとつである。 CNCフライス加工.独特のガラガラ音を発し、加工面に目に見える振動痕が残る。
びびりは、切削力によって工具やワークピースが繰り返し振動することで発生します。一度振動が始まると、急速に悪化し、工具とワークの両方にダメージを与えます。
チャタリングの症状
経験豊富な機械工は、ビビリが発生することを認識している:
- 加工表面の目に見える波模様
- 切断時の大きな振動音
- 工具の摩耗が早い
- 一貫性のない表面仕上げ
- 寸法精度の低下
びびりは、薄肉、長い工具、深いキャビティを加工する場合に特によく発生する。
おしゃべりの根本原因
チャタリングにはいくつかの要因がある。
固定具が弱いため、切断中にワークがわずかに動く。
工具のオーバーハングが長いと、工具のたわみが大きくなる。
主軸回転速度が適切でないと、工具の固有振動数が高くなる可能性があります。
積極的なステップオーバーや切削深さは、振動力を増幅させます。
トラブルシューティング戦略
機械工は、剛性を向上させることから始めることが多い。
工具のオーバーハングを短くすることで、たわみを大幅に減らすことができる。
クランプの位置を変えたり、支持具を追加したりすることで、ワークを安定させることができる。
もう一つの一般的な解決策は、スピンドル回転数を調整することです。回転数を上げたり下げたりすることで、切削周波数が共振周波数からわずかに離れることがあります。
最新のCAMソフトウェアは、工具のかみ合いを一定に保ち、びびりの可能性を低減する高効率ミーリング戦略も提供しています。
寸法誤差と公差ドリフト
寸法精度は、企業に選ばれる主な理由の一つである。 CNC加工.しかし、厳しい公差を維持するには、機械の較正、熱条件、工具の摩耗に細心の注意を払う必要がある。
機械形状のわずかなずれでさえ、測定可能な誤差をもたらす可能性がある。
典型的な寸法問題
メーカーはしばしば、次のような問題に遭遇する:
- オーバーサイズまたはアンダーサイズを測定する部品
- 穴の位置がわずかにずれている
- 完全な平面ではない平面
- ロット間の寸法の不一致
このような問題は、特に航空宇宙分野では致命的である。 医療 公差が数ミクロン以内になることもある。
寸法誤差の原因
寸法精度にはいくつかの要因が影響する。
機械の較正は、摩耗や熱膨張により、時間の経過とともにドリフトすることがあります。
工具のたわみは、加工中に切削力が工具をわずかに曲げるときに発生する。
ワークピースの熱膨張も測定誤差の原因となる。
例えば、高温で加工されたアルミニウム部品は、冷えるとわずかに収縮することがある。
是正措置
レーザー干渉計などの精密機器を使った定期的な機械の較正と検証は、機械の精度を維持するのに役立つ。
工具補正値は、工具摩耗を考慮してCNC制御内で調整できる。
非常に精密な部品の場合、マシニストは粗加工を最初に行い、部品を安定させてから仕上げ加工を行うことが多い。
高精度の環境では、空調管理された加工室が温度を一定に保ち、熱膨張の影響を軽減します。
加工中の工具折損
切削工具は高価な消耗品であり、予期せぬ工具の破損は生産スケジュールを狂わせ、部品を損傷する可能性がある。
工具の破損は通常、切削力が工具の機械的強度を超えた場合に発生する。
工具が故障する前の警告サイン
経験豊富な機械工は、工具が壊れる前に警告サインに気づくことが多い。
切削音や振動の増加
表面仕上げの低下
主軸負荷の予期せぬ急上昇
チップが不規則になったり、粉状になったりする
これらの兆候を無視すると、突然工具が故障する危険性が高まる。
工具破損の原因
工具の破損にはいくつかの要因がある。
強引な送り速度や切削深さは、過大な切削力を生み出す。
工具の摩耗は切れ刃を弱くする。
のツール選択が正しくない。 材料 エッジ・チッピングの原因となる。
切削領域周辺の切り屑の蓄積は、熱を閉じ込め、工具にストレスを与える可能性もある。
予防法
モダン CNCマシン 多くの場合、主軸の負荷を追跡し、異常な切削状態を検出する工具監視システムが含まれています。
自動工具折損検出センサーを使用する機械もある。
機械工はまた、長時間の生産中に予期せぬ故障が発生しないように、決められた部品数の後に予防的な工具交換のスケジュールを立てる。
各工具に適したコーティングと形状の選択 材料 工具の寿命を大幅に延ばします。
プログラミングエラーとツールパスの問題
機械加工の問題はすべてハードウェアに起因するわけではない。CAMソフトウェアのプログラミングミスは、生産に深刻な問題を引き起こす可能性があります。
ツールパスが正しくない場合、工具がワークやフィクスチャーに衝突する可能性があります。
小さなプログラミング・ミスでも、高価なスクラップ・パーツにつながる可能性がある。
よくあるプログラミングの間違い
典型的なCAMプログラミングの問題には、以下のようなものがある:
プログラムのツール選択が正しくない
不適切な参入・撤退戦略
クリアランス高さの不足
誤った座標系参照
このようなミスは、加工プログラムを急いだり、十分に検証しなかったりした場合によく起こります。
プログラミング・エラーを避けるためのベスト・プラクティス
機械上でプログラムを実行する前に、必ずシミュレーションソフトウェアを使用してツールパスを検証すること。
カットなしのドライ・ラン 材料 機械工が工具の動きを安全に観察できるようにする。
また、多くの工場では、生産開始前に潜在的なエラーを発見するために、標準化されたプログラムレビュー手順を導入している。
チップ制御の問題
切り屑の形成は些細なことのように思えるかもしれないが、切り屑のコントロールが悪いと、加工に深刻な問題を引き起こす可能性がある。
切屑が切削領域周辺に堆積すると、切削プロセスの妨げとなり、工具とワークの両方に損傷を与える可能性がある。
チップコントロール問題の兆候
工具に巻き付いた長い糸状のチップ
クーラント・ラインを詰まらせる切り屑
切屑の再切削による表面仕上げ不良
カッティングゾーンでの熱の蓄積
ソリューション
効果的なチップブレーキングができるように設計された工具を選択することで、チップの排出性が向上します。
送り速度と切り込み深さを調整することも、切りくずの形成に影響する。
高圧クーラントシステムは、特に深いポケットのフライス加工において、切屑を切削エリアから洗い流すのに役立ちます。
機械のキャリブレーションとアライメントの問題
時間の経過とともに、機械部品は摩耗し、機械的なドリフトが発生する。
高品質でも CNCマシン 定期的な校正が必要です。
一般的な校正の問題は以下の通りです:
軸位置決めエラー
スピンドルのミスアライメント
リードスクリューのバックラッシ
機械軸間の幾何学的不正確さ
メーカーは通常、精度を維持するために定期的な機械検査と較正手順を予定している。
オーバーナイト生産によるリアルな現場経験
多くの機械加工チームが苦労して学ぶ教訓のひとつに、夜間の無人運転がある。
機械の夜間稼働は生産効率を高めるが、オペレーターが不在の間に問題が発生した場合のリスクもある。
夜間故障の最も一般的な原因のひとつは、マシンアラームの無視である。
工具の破損、クーラントの流れの中断、スピンドルの過負荷によって機械が停止した場合、生産バッチ全体が朝まで遅れる可能性がある。
経験豊富なプロダクションマネージャーは、いくつかの安全策を講じることでこのリスクを軽減している。
モバイル・モニタリング・システムを通じて、エンジニアやスーパーバイザーに自動アラーム通知を送信できます。
工具寿命監視により、工具が重要な摩耗レベルに達する前に交換されます。
重要な仕事は、オペレーターが加工状況を監視できるシフトの早い時間にスケジュールされることもある。
このような小さな注意によって、何時間もの生産時間のロスを防ぐことができる。
CNCフライス加工のトラブルシューティングについての最終見解
トラブルシューティング CNCフライス加工 問題は、技術的な知識と実践的な経験の両方を必要とする。
機械加工の問題の多くは、切削パラメータ、工具条件、機械剛性、切削条件間の相互作用に起因する。 材料 という振る舞いをする。
効果的なトラブルシューティングは、やみくもに切削パラメータを調整するのではなく、根本原因を特定することから始まる。
これらの関係を理解しているエンジニアや機械工は、問題を迅速に解決し、一貫した生産品質を維持することができる。
時間が経つにつれて、この診断スキルを身につけることは、製造環境において最も価値のある資産のひとつとなる。
ケーススタディ実際の製造シナリオ
航空宇宙:チタン削り出しのブラケット。高調波解析により振動を修正。
自動車用:EVトレイ; 最適化されたポケットで軽量化 20%.
メディカル:インプラント;カスタムツールパスにより生体適合性を確保。
プロのCNCフライス加工サービスを選ぶ
認証、機械保有台数、材料に関する専門知識をご確認ください。見積もり依頼-当社の精度 CNCフライス加工サービス 複雑なプロジェクトを短時間で処理する。
結論
CNCミリングドライブ プレッシャーの中で精度を提供することで、産業界に革新をもたらします。航空宇宙の極限の公差からエネルギーのバランスの取れたアセンブリまで、コスト、時間、品質のトレードオフのバランスを取っています。エンジニアの皆様、バイヤーの皆様、これらの洞察に照らして貴社のニーズを評価してください。 CNCフライス加工サービス お客様の生産を軌道に乗せるためのオーダーメイドのソリューションを提供します。
よくある質問
航空宇宙産業におけるCNCフライスの主な用途は?
CNCフライス加工は、タービンブレード、エアフォイル、ランディングギア、マニホールドなどの重要な部品をチタンやアルミニウムなどの材料から製造します。CNCフライス加工は、空力性能と構造的完全性に不可欠な0.0002インチ以下の公差を実現します。エンジニアは5軸加工機を使用して、複雑な形状を1回のセットアップで処理し、再位置決めによる誤差を減らしています。課題としては、硬い材料による工具の摩耗が挙げられますが、高圧クーラントと適応経路で対処しています。実際には、これにより部品は故障することなく過酷な条件にも耐えることができます。
CNCフライス加工は、他の加工方法と比べて自動車産業にどのようなメリットをもたらすのでしょうか?
自動車業界では、CNCフライス加工により、エンジンブロック、ギアボックス、サスペンション部品を高い再現性で大量生産しています。スピードと精度において手作業を凌駕し、HSM技術によりサイクルタイムを最大50%短縮します。トレードオフとして、初期セットアップコストが高くなりますが、100個を超える数量では、部品1個あたりのコストを削減できます。ハイブリッドプロセスでは、フライス加工と鍛造を組み合わせるため、非常に大きな鍛造品では限界が生じます。実際のシナリオでは、EV部品の軽量化が可能になり、効率が向上する。
医療機器製造において、CNCフライス加工はどのような役割を果たしていますか?
CNCフライス加工は、チタンやPEEKのような生体適合性材料からインプラント、手術器具、補綴物を製作し、患者のカスタムフィットを保証します。CNCフライス加工は、安全性とFDA規格への準拠に不可欠な、無菌でバリのない仕上げを提供します。カテーテルや内視鏡の微小なフィーチャーには、マイクロミル加工が適しています。材料の溶融などの問題が発生した場合は、空冷またはペックドリルで解決します。このプロセスは迅速なプロトタイピングをサポートし、臨床的フィードバックに基づく反復を可能にします。
なぜCNCフライス加工が電子部品に不可欠なのか?
エレクトロニクスは、精密な熱管理とフィットを必要とするヒートシンク、エンクロージャー、コネクターにCNCフライス加工を利用しています。CNCフライス加工は、薄い金属の反りを防止するための真空固定で小さなスケールを処理します。利点としては、PCBプロトタイプの高い再現性があり、複雑さではエッチングを凌ぐ。制限事項としては、ESDのリスクがあるが、接地されたセットアップによって軽減される。現場の経験では、オーバーミルは回路をショートさせる可能性があるが、プロービングとシミュレーションによって防ぐことができる。
CNCフライス加工はどのように防衛用途をサポートするのか?
防衛省では、ミサイル部品、ローターハブ、硬化合金からの装甲メッキなどの頑丈な部品にCNCフライス加工を使用しています。CNCフライス加工は、ストレス下での耐久性を確保し、厳しい公差での組み立てを可能にします。エンジニアは、摩耗に対抗するためにセラミック工具を選択し、ITARコンプライアンスがアウトソーシングの指針となっています。落とし穴としては、破壊の原因となる材料の介在物が挙げられますが、これはサプライヤの審査によって解決されます。これにより、タクティカルギアの迅速な反復が可能になります。