CNC加工の欠陥とその影響を理解する
CNC加工 は精密で自動化された製造工程であるが、最も先進的な製造工程であっても CNCマシン は、部品の品質を損ない、生産を遅らせ、コストを増加させる欠陥の影響を受けやすい。エンジニアであれ、OEMバイヤーであれ、調達マネージャーであれ、これらの欠陥を認識し、理解することは、生産工程の効率と品質を維持する上で極めて重要です。.
この記事では、一般的なゴルフクラブを紹介する。 CNC加工 欠陥はどのように発生するのか、なぜ発生するのか、そして最も重要なことは、欠陥を回避する方法です。実際の製造現場での実践的な事例を紹介することで、エンジニアが設計や製造の段階で、より多くの情報に基づいた決断を下せるようになることを目指します。また、トレードオフと限界についても取り上げ、エンジニアが精度、コスト、時間のバランスをどのようにとるかについて洞察します。.
CNC加工の基礎とよくある不具合
CNC加工 コンピュータ制御された機械を使って 材料 ワークピースから特定の形状を作成します。主な利点 CNC加工 は、精度、再現性、複雑な形状を扱う能力である。.
しかし、工程が複雑で、機械と工具の相互作用が大きい、, 材料, と環境は、しばしば欠陥をもたらす。これらの欠陥は、工具の摩耗、不十分な治具、機械の不安定性、誤ったプログラミングなど、さまざまな原因で発生する可能性がある。.
CNC加工の主な欠陥の概要
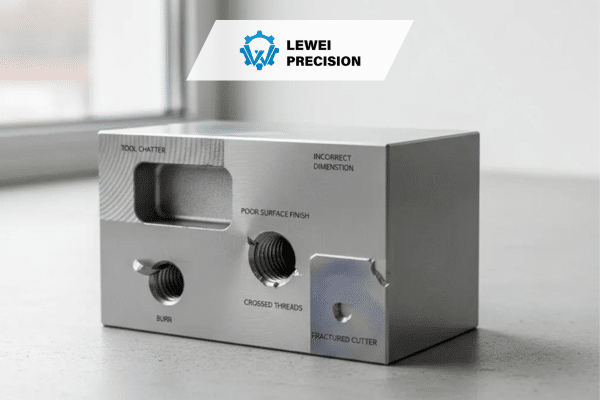
CNC加工 欠陥は通常、以下のカテゴリーの1つ以上に分類される:
- 寸法および幾何学的誤差:指定されたサイズ、形状、アライメントを満たさない部品。.
- 表面仕上げの欠陥:部品表面の平滑性や外観に影響を与える問題。.
- ツールに関する問題:工具の摩耗、ミスアライメント、工具の不適切な選択による問題。.
- 素材に関する問題:に関する不具合 材料 特性と加工中の挙動。.
- プロセスのばらつき:機械性能の安定性、温度変動、またはプログラミングエラーに起因する問題。.
このような欠陥の根本原因を理解することが、欠陥防止の第一歩である。.
一般的なCNC加工の欠陥とその原因
1.寸法誤差:不正確な測定と公差
寸法誤差は、長さ、直径、深さが正しくないなど、最終的な部品が設計仕様に適合しない場合に発生します。このようなエラーは、特に航空宇宙や航空宇宙産業のような産業において、深刻な結果をもたらす可能性があります。 医療機器 精密な公差が重要な製造業。.
寸法誤差の原因:
- 工具摩耗:時間の経過とともに工具は磨耗し、切削に狂いが生じます。これは、工具寿命が適切に監視されていない大量生産では特に問題となります。.
- 機械校正の問題: CNCマシンを定期的に校正し、工具とワークの動きがプログラムの指示と一致していることを確認する必要があります。機械のキャリブレーションが不十分だと、カットの一貫性が保てず、寸法誤差が生じる可能性がある。.
- 熱膨張: CNCマシン 運転中に熱が発生すると、機械とワークの両方が膨張し、寸法の不正確につながる可能性がある。.
- 不適切な固定:適切に固定されていない部品は、加工中にずれたり動いたりする可能性があり、ミスアライメントや不正確な寸法の原因となります。.
寸法誤差を避ける方法:
- 定期的な工具のメンテナンス:磨耗した工具の点検と交換を含む予防保守スケジュールを確立する。.
- 機械の頻繁な校正:機械の定期的な校正と、工具の交換や機械の移設など重要な変更があった場合の校正を確実に行う。.
- 制御温度:部品の精度に影響を及ぼす熱膨張のリスクを低減するために、温度制御された環境を使用してください。.
- 精密固定具を使用する:部品をしっかりと固定し、加工中のずれを防止する高品質の固定システムに投資する。.
2.表面仕上げの欠陥:表面の粗さ、凹凸
表面仕上げの欠陥は一般的である。 CNC加工 部品の機能性や美観に重大な影響を与える可能性があります。アセンブリにシームレスに適合する必要がある自動車部品であれ メディカル 厳しい表面規格を満たさなければならないインプラントでは、表面仕上げが設計上の重要な要件となることが多い。.
表面仕上げ不良の原因:
- 不適切な切削パラメータ:不適切な送り、速度、切り込み深さを使用すると、表面が粗くなることがある。送りが小さすぎる高速切断は、不十分な仕上げ面を引き起こすことがある。.
- 工具摩耗:工具が摩耗すると切れ刃が鈍くなり、表面仕上げが悪くなる。これは特に高速加工や高精度加工で問題となる。.
- 振動とチャタリング:機械の運転中に振動が発生すると(不適切な固定具や高すぎる送り速度が原因であることが多い)、びびり跡のような表面の凹凸につながる可能性がある。.
- 誤ったツール選択:間違った道具を使う 材料 あるいは、作業によって表面に凹凸やざらつきが残る可能性がある。例えば、荒削り用に設計された工具を最終仕上げに使用すると、仕上がりが悪くなることがある。.
表面仕上げの欠陥を避ける方法:
- 切削パラメータの最適化:送り速度、回転数、切り込み深さは、次のように慎重に設定します。 材料 種類と希望する仕上げ。.
- 工具の状態を監視する:工具の摩耗を定期的に点検し、摩耗が激しくなる前に交換する。工具摩耗監視システムを使用すると、工具の交換時期を特定しやすくなる。.
- 制振システムの導入:振動やびびりを抑えるために制振システムを使用する。これには、高品質の固定具、機械剛性の強化、または特殊な振動減衰工具が含まれます。.
- 仕事に適したツールを使う:荒加工と仕上げ加工の両方に正しい工具を選択すること。仕上げ切削用に設計された工具は、最終パスに使用すること。.
3.工具に関する問題:工具の摩耗、破損、ミスアライメント
で直面する最も一般的な問題のひとつである。 CNC加工. .これらの欠陥は、寸法誤差と表面仕上げの問題を引き起こし、遅延とコスト増につながる。.
ツールに関する問題の原因:
- オーバーヒート:過度の切削速度や送り速度は、工具の過熱を引き起こし、早期摩耗や工具の破損につながることがあります。.
- 誤ったツールパス:CNCプログラムが誤った工具経路を指定した場合、工具に過大な力が加わったり、ワークと干渉して破損する可能性がある。.
- 工具の潤滑不足:切削加工中の適切なクーラントや潤滑の不足は、特に高摩擦工具の摩耗を加速させます。 材料.
- 工具のミスアライメント:工具の取り付けが不適切であったり、工具のオフセットが不適切であったりすると、切削中に位置がずれて、不正確な部品ができることがあります。.
道具にまつわる問題を回避する方法:
- 適切な工具のメンテナンス:切削工具の定期点検を実施し、必要に応じて交換する。工具状態監視システムを使用して摩耗を検出し、ダウンタイムを削減する。.
- ツールパスの最適化:常に最適化されたツールパスを使用する CNCプログラム 工具のストレスを軽減し、過度の磨耗を防ぐ。.
- 適切なクーラントと潤滑油の使用:特に摩擦の大きい作業では、工具に適切なクーラントまたは潤滑剤が塗布されていることを確認してください。.
- ツール・キャリブレーション:工具オフセットを定期的にチェック・調整し、工具の適切なアライメントを確保し、加工中のミスアライメントの問題を防ぐ。.
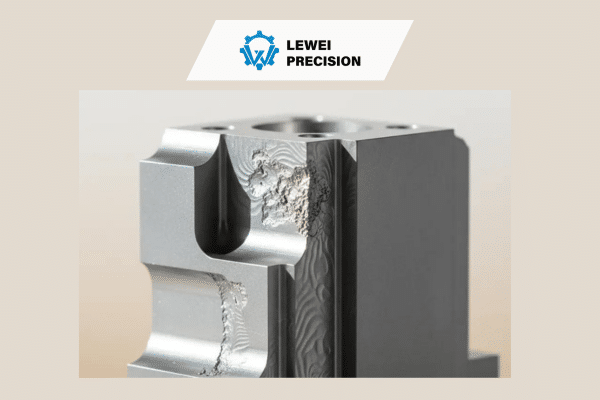
4.素材に関する問題:歪みと不一致
材料に関連する欠陥は見過ごされがちだが、工具や機械に関連する問題と同じように損害を与える可能性がある。. 素材 硬度、結晶粒構造、内部応力などの特性は、すべて加工工程に影響を与える。.
素材に関する問題の原因:
- 内部応力: 材料 鍛造または鋳造されたものには内部応力が含まれていることがあり、それが機械加工中に解放されると、反りや歪みの原因となることがある。.
- 材料の矛盾:のバリエーション 材料 特にチタンのような加工硬化を起こしやすい金属では、特性(硬度、組成など)が安定しないため、加工性能にばらつきが生じる可能性がある。.
- 表面汚染物質:汚れ、サビ、油の付着 材料 の表面は切削の妨げとなり、仕上げ不良や工具の摩耗、損傷につながる可能性がある。.
素材に関連する問題を回避する方法:
- ストレス解消:から部品を加工する場合 材料 内部応力が発生しやすいもの(鋳造品や鍛造品など)は、加工前に応力除去処理を行う必要がある場合がある。.
- 材料の品質を検査する:徹底的に行う 材料 硬度検査や表面チェックを含む検査を行い、一貫性を確保する。.
- 適切なマテリアルハンドリング:次のことを確認する。 材料 は、機械加工に影響を及ぼす可能性のある汚染を防ぐために、正しく保管し、取り扱うこと。.
5.プロセスのばらつき:一貫性のないパフォーマンスとエラー
一貫性のないマシン性能は、微妙ではあるが、次のような欠陥の重大な原因となる。 CNC加工. .機械の磨耗、オペレーターのミス、プログラミングのミスのいずれが原因であれ、ばらつきは部品の寸法と品質の両方に誤差をもたらす可能性がある。.
工程変動の原因:
- マシンキャリブレーションドリフト:時間の経過とともに、リニアガイドやボールねじなどの機械部品が摩耗し、わずかな動きのばらつきが蓄積されます。.
- 環境要因:工場環境の温度変動は、機械部品や材料特性に影響を及ぼし、精度を低下させます。.
- オペレーターエラー:プログラミング、セットアップ、操作におけるヒューマンエラーは、プロセスにばらつきをもたらす可能性がある。.
プロセスのばらつきを避ける方法:
- 機械のメンテナンスと校正:定期的なキャリブレーションとアライメントチェックを含む、機械の定期的なメンテナンススケジュールを実施する。.
- 環境要因のコントロール:熱膨張によるマシンへの影響を最小限に抑えるため、店内の温度環境を管理する。 素材である。.
- トレーニングと手順:オペレーターに包括的なトレーニングを実施し、標準化された作業手順を導入することで、ヒューマンエラーの可能性を最小限に抑える。.
実際のシナリオと実例
ケーススタディ1:航空宇宙機械加工における工具摩耗
高精度の航空宇宙機械加工において、工具の摩耗率が適切に監視されていなかったため、完成部品の寸法誤差が発生しました。その結果、部品は必要な公差を満たせず、バッチは廃棄せざるを得ませんでした。この問題を分析した後、チームは摩耗をリアルタイムで追跡する工具監視システムを導入し、摩耗が激しくなる前に工具を交換できるようにしました。.
ケーススタディ2:自動車部品の材料応力による反り
ある自動車部品メーカーは、鍛造品からエンジン部品を製造していた。 材料 その部品には残留応力がありました。機械加工中、この応力によって部品がゆがみ、その結果、適合不良が発生し、大幅な手戻りが生じていました。解決策は、機械加工の前に応力除去工程を行うことでした。 材料 CNC工程での反りから解放され、大幅なコスト削減を実現した。.
商用CNCサービスとRFQの検討
CNC機械加工サービスを調達する場合、機械加工の複雑な欠陥とその回避方法を理解しているサプライヤーと協力することが不可欠です。適切な CNC加工 パートナーは、次のような貴重な洞察を提供してくれる。 材料 の選択、プロセスの最適化、欠陥防止戦略などである。.
RFQに詳細な仕様を記載し、品質管理対策、工具摩耗監視、機械較正チェックの要件を含めるようにしてください。このような信頼できるパートナーは、お客様の部品が最高水準で製造されることを保証し、欠陥のリスクを低減して生産効率を向上させるのに役立ちます。.
技術系CNCコンテンツを適切な読者に届ける
詳細で経験に基づいたCNC加工のコンテンツは、エンジニアやバイヤーが製造の問題を調査する際に実際に見つけることができて初めて役に立つ。多くのCNC企業が苦労しているのは、専門知識ではなく、知名度である。次のようなエージェンシーがあります。 ワイズ・ランク 技術的な深みを薄めることなく、意思決定者が検索する方法に沿った方法で、技術系企業が知識を提示できるよう支援する。.
結論品質と効率向上のためのCNC加工不良の回避
CNC加工 不具合は様々な原因から発生する可能性がありますが、適切な戦略と細部への細心の注意を払えば、その大部分は回避可能です。これらの欠陥の原因を理解し、効果的な予防策を実施することで、エンジニア、OEMバイヤー、調達マネージャーは、部品の品質を向上させ、手戻りを減らし、生産効率を高めることができます。一貫した機械較正、最適化された切削パラメーター、適切な工具メンテナンス、そして 材料 不良品を最小限に抑え、部品が厳しい品質基準を満たすようにするためには、ハンドリングがすべて重要である。.
よくある質問
1.CNC加工における寸法誤差の最も一般的な原因は何ですか?
CNC加工における寸法誤差は、多くの場合、工具の摩耗、機械のキャリブレーション不良、熱膨張、または不適切な固定具によって引き起こされます。これらの誤差を最小限に抑えるには、定期的なキャリブレーションと工具のメンテナンスが不可欠です。.
2.CNC部品の表面仕上げ不良を防ぐには?
表面仕上げの欠陥は、切削パラメーターを最適化し、作業に適した工具を使用し、加工中に機械が安定し、振動がないことを確認することで防ぐことができる。.
3.工具の摩耗が部品の品質に影響する場合、どうすればよいのか?
工具の摩耗に対抗するには、予防メンテナンス・スケジュールを実施し、工具モニタリング・システムを使用して工具の状態を監視し、過度に摩耗する前に工具を交換する。.
4.材料の応力はCNC加工にどのような影響を与えますか?
鋳造品や鍛造品のような内部応力を持つ材料は、機械加工中に反りや歪みが生じることがあります。機械加工の前に応力緩和処理を行うことで、この問題を軽減し、部品の品質を向上させることができます。.
5.CNC加工におけるプロセスのばらつきをコントロールするには?
プロセスのばらつきは、機械を定期的に較正し、温度などの環境要因を管理し、オペレーターに適切な訓練を施してヒューマンエラーを最小限に抑えることでコントロールできる。.
6.CNC部品の精度を向上させるには?
精度を向上させるには、適切な治具の使用、機械の定期的なメンテナンスと較正、適切な工具の選択、生産工程全体にわたる加工パラメータの綿密な監視が必要です。.