您是否曾经需要在不损坏超硬材料的情况下切割出复杂的形状?传统工具往往因为产生的热量或压力过大而失效。这就是 线切割加工 闪闪发光。
电火花线切割加工(或称线放电加工)利用微小的电火花精确地侵蚀材料。您可以在没有物理接触的情况下获得精确的零件。
在本指南中,您将了解线切割加工的工作原理、优点、在各行业的实际应用以及成本。无论您是制作原型还是生产零件,了解线切割放电加工技术都有助于您决定它是否适合您的项目。许多制造商依靠专业的 线切割加工服务 严格的公差要求。选择正确的 线切割加工服务 确保获得满足您需求的最佳结果。
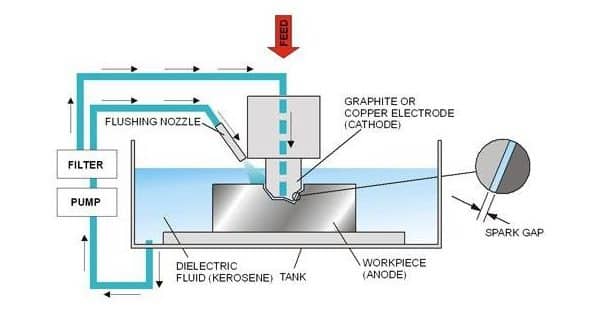
[建议使用图片/信息图表:显示电火花线切割加工过程(火花、线材和工件)的详细示意图
什么是线切割加工?
线切割加工是一种 精密机械加工 利用带电细线在导电材料上切割出复杂形状的工艺。
线材放电加工的基础知识
机器将一根细线(通常为黄铜或涂层)穿过工件。电火花在金属丝和材料之间跳跃,熔化细小的碎屑。流体冲走碎屑并冷却一切。没有工具接触工件,因此可以避免应力或毛刺。
线切割加工简史
20 世纪 40 年代,两位苏联科学家在研究火花损害时发明了这一工艺。到 20 世纪 60 年代,计算机控制使这一工艺成为现实。如今,现代机器的切割速度比以往任何时候都更快、更精确。
线切割机床的工作原理
电线起着电极的作用。火花逐点侵蚀材料。机器按照编程路径进行精确切割。它擅长处理其他方法无法处理的尖角和薄壁。
专家建议 线切割放电加工的公差可精确到 ±0.0001 英寸--每一个微米都是完美的。
线切割加工的优势
线切割放电加工为艰巨的工作提供了独特的优势。
- 极致精确 - 保持其他方法无法比拟的公差。
- 无机械应力 - 切割时无需用力,非常适合精细或预硬化零件。
- 切割硬质材料 - 可轻松处理工具钢、钛和硬质合金。
- 复杂形状 - 可制作复杂的二维轮廓,甚至是锥形切割。
- 卓越的表面光洁度 - 通常只需很少或无需抛光。
- 安全操作 - 采用现代自动化技术,可在无人值守的情况下运行。

线切割加工的局限性
没有一个过程是完美的。以下是主要缺点。
- 比传统切割慢
- 仅适用于导电材料
- 大批量生产成本较高
- 消耗电线(一次性使用)
- 需要熟练的编程
适合线切割加工的材料
您可以切割任何导电材料。常见的选择包括
- 工具钢(预淬火)
- 不锈钢
- 钛
- 铬镍铁合金和哈氏合金
- 碳化钨
- 铝和铜(特殊用途)
塑料或陶瓷等非导电材料不起作用。
线切割放电加工的行业和应用
线切割机床服务于许多需要高精度的行业。
航空航天
制造商用它来制造涡轮叶片、燃料系统部件和耐热合金发动机零件。
医疗设备
它使用生物兼容材料制造手术器械、植入物和矫形部件。
汽车
工具、原型和喷油器部件都能从其精度中受益。
工具和模具制造
生产挤压模、模具和冲压件等精细部件。
电子产品
切割用于连接器和散热器的小型精密零件。
专业提示 在航空航天和医疗行业,线切割放电加工通过消除应力点来减少零件故障。
线切割加工工艺:逐步进行
- 设计部件 - 使用 CAD 文件创建数控程序。
- 设置机器 - 穿线并对准工件。
- 注入绝缘油 - 通常是去离子水。
- 开始切割 - 火花会侵蚀路径上的材料。
- 冲洗碎片 - 液体可保持切口清洁。
- 完成和检查 - 检查尺寸和表面质量。

线切割加工与其他加工方法的比较
| 方法 | 精度 | 材料硬度 | 速度 | 费用 | 最适合 |
| 线切割放电加工 | 卓越(±0.0001″)。 | 任何硬度 | 慢 | 更高 | 硬质材料,公差小 |
| 数控铣床 | 良好 | 受工具限制 | 快速 | 中度 | 一般成型,较软金属 |
| 激光切割 | 非常好 | 适合薄型 | 非常快 | 较低 | 薄板、速度 |
| 沉降片放电加工 | 优秀 | 任何硬度 | 慢 | 更高 | 三维模腔、模具 |
影响线切割加工成本的因素
费用通常在每小时 $80-$150 之间。主要因素包括
- 部件复杂程度和通过次数
- 材料类型和厚度
- 所需公差
- 电线类型(涂层电线成本更高,但切割速度更快)
- 设置和编程时间
2024 年,全球电火花线材市场规模约达 $2.5 亿美元,显示出对精密加工的强劲需求。
如何选择线切割放电加工服务提供商
寻找这些质量标志:
- 自动化的现代机器
- 行业(航空航天、医疗等)经验
- 快速周转和清晰报价
- 质量认证(ISO 9001 或 AS9100)
- 处理原型到生产的能力
专家建议 一定要索取材料的样品部件。
应避免的常见错误
- 使用错误的功率设置 → 导致断线。
- 冲洗不彻底 → 导致短路和表面粗糙。
- 忽略锥度补偿 → 会影响斜切的精度。
- 跳过试切 → 浪费时间和材料。
- 为高要求的工作选择廉价线材 → 降低切割速度,增加成本。
线切割放电加工的最新进展
新型涂层导线的切割速度快达两倍。自动化和人工智能实时优化参数。环保型电介质可减少浪费。现在,机器可以处理更高的零件和更多的轴,以完成复杂的三维工作。
主要收获
- 线切割放电加工对硬质导电材料的加工精度无与伦比。
- 它在航空航天、医疗、汽车和工具制造行业表现出色。
- 无机械应力意味着更好的部件完整性。
- 成本较高,但对于严格的公差要求来说是合理的。
- 选择经验丰富的供应商,以获得最佳效果。
- 技术不断提高速度和能力。
- 避免冲洗不彻底等常见错误,以节省时间和金钱。
结论
对于其他方法无法加工的精密零件,电火花线切割加工仍是首选工艺。它能在无应力的情况下切割硬质材料,因此在航空航天、医疗、汽车和许多其他领域都是必不可少的。
随着技术的进步,线切割放电加工在保持其无与伦比的精度的同时,速度变得更快,功能变得更强。
如果您的项目要求严格的公差和复杂的形状,线切割加工可能是完美的解决方案。考虑与值得信赖的 数控加工服务 提供商在线切割加工方面经验丰富,可将您的设计变为现实。
常见问题
究竟什么是线切割加工?
电火花线切割利用细线产生的电火花在金属上切割出精确的形状。火花在不接触工件的情况下熔化金属碎片。
线切割加工的精度如何?
大多数机器的公差为 ±0.0001 英寸。先进的机器甚至可以达到更严格的公差要求。
线切割可以切割哪些材料?
任何导电材料--工具钢、钛、硬质合金、铝等。塑料等非导电材料不起作用。
线切割加工的成本高吗?
是的,由于速度和耗材较慢,它的价格比传统加工要高。但它往往是某些零件的唯一选择。
线切割放电加工和沉降片电火花加工有什么区别?
线切割放电加工(Wire EDM)用移动的金属丝切割型材和通孔。沉降片电火花成形加工使用成型电极加工 3D 型腔。