导言
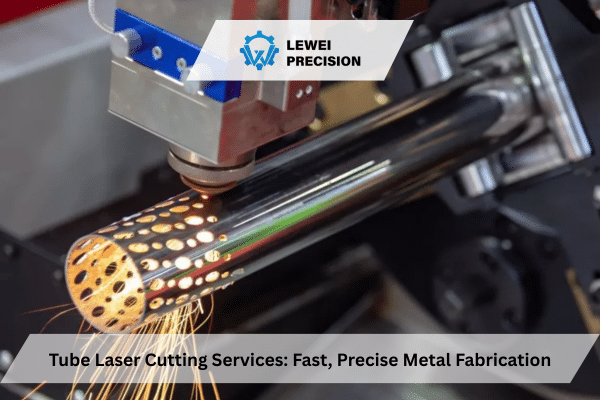
生产项目需要对金属管进行精确切割。 管材 激光切割服务 使用高功率激光对空心金属件进行加工,精度极高。这种工艺切割钢、铝和其他金属的速度比传统方法更快。
理解 激光管切割服务 有助于做出更好的制造决策。无论项目涉及汽车零件、家具框架还是工业机械,这项技术都能提供速度和精度。大多数车间都能在 5-10 天内完成订单,同时保持 ±0.010″ 的严格公差。
管材激光切割与众不同之处
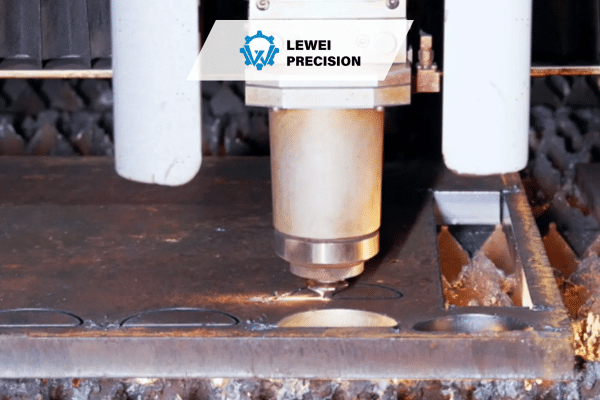
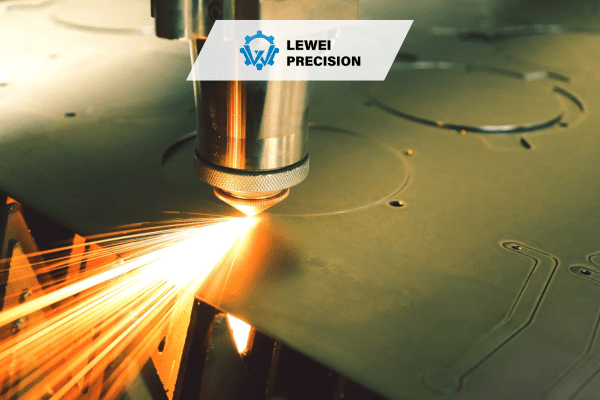
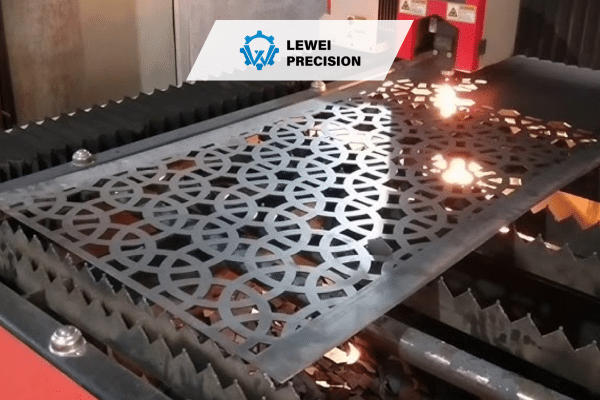
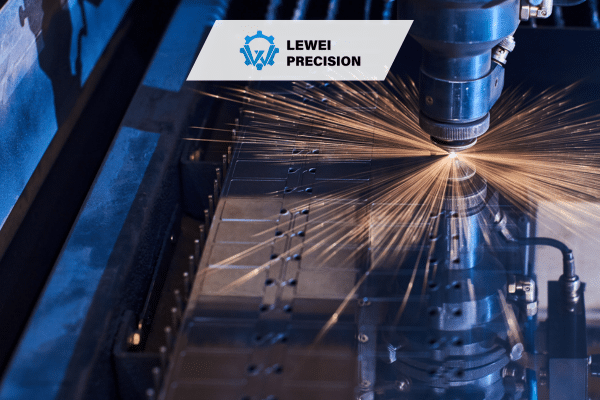
聚焦的激光束切割金属管,同时金属管在受控轴上旋转。激光沿着切割路径熔化材料。辅助气体将熔化的金属吹走,以获得干净的边缘。
切割时,管子会旋转。这样就可以在四面开孔和图案,而无需重新定位。无物理接触意味着无工具磨损。计算机控制可在整个生产过程中提供可重复的精度。
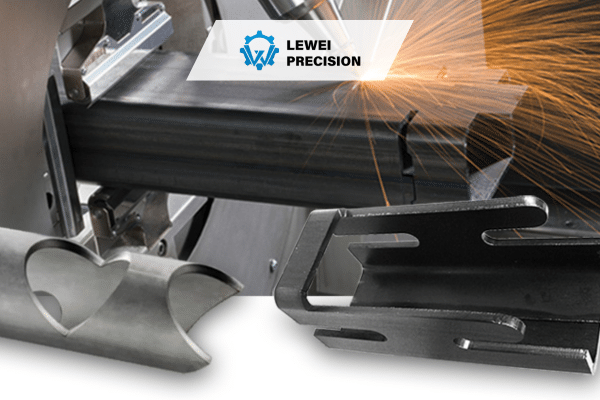
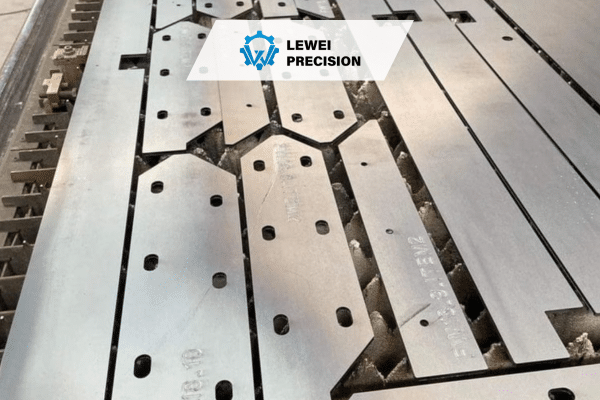
复杂图案只需一次设置即可完成。传统方法需要多次操作。该工艺可处理直径从 0.5 英寸到 6.0 英寸的圆形、方形和矩形管。壁厚从 0.035 英寸到 0.5 英寸不等,视材料而定。
大多数应用的标准公差为 ±0.010″。切口宽度为 0.010″ 至 0.020″。与锯切或等离子切割相比,这种窄切口可最大限度地减少材料浪费。
最有效的材料
不同金属的特性决定了它们对激光切割的独特反应。材料的选择会影响切割速度、边缘质量和最终零件的性能。四种最常见的材料在特定的工业应用中各具优势。
不锈钢
不锈钢 304 和 316 等级占主导地位 激光管服务 要求。两者都能有效抗腐蚀。切割边缘保持清洁,只需极少的清理工作。食品加工、医疗器械和船舶应用都青睐不锈钢,因为它经久耐用。
使用氮气辅助气体的光纤激光器可防止热变色。在大多数情况下,部件无需额外处理即可直接进行焊接。
铝 6061
铝的重量比钢轻三分之一。航空航天和汽车制造商将其用于对重量敏感的应用领域。在参数设置正确的情况下,现代光纤激光器能很好地切割这种材料。
挤压型和拉伸型都能有效发挥作用。需要小心控制热量的积累,以防止薄壁熔化。
碳钢
A513 碳钢管具有经济实惠的强度。DOM、HREW 和 CREW 品种适合结构应用。机架和滚笼使用碳钢,具有成本效益。
氧气辅助气体可显著提高切割速度。这种材料在室外使用时需要涂层或喷漆,因为它在没有保护措施的情况下会生锈。
合金钢 4130
铬钼合金钢具有卓越的强度。当标准钢材缺乏足够强度时,高压力应用就需要这种材料。飞机起落架和赛车框架都需要使用 4130 合金。
与碳钢相比,切割速度适中。这种材料的性能证明了在关键应用中进行这种折衷是合理的。
| 材料 | 重量 | 耐腐蚀性 | 成本水平 | 主要用途 |
| 不锈钢 304/316 | 中型 | 优秀 | 高 | 食品设备、医疗器械、船舶 |
| 铝 6061 | 灯光 | 良好 | 中型 | 航空航天、汽车零部件 |
| 碳钢 A513 | 重型 | 贫穷 | 低 | 结构框架,一般制造 |
| 合金钢 4130 | 重型 | 公平 | 高 | 飞机零部件、赛车框架 |
光纤激光技术与 CO2 激光技术
主要有两种激光类型 钢管 激光切割服务 行业的独特能力。技术选择取决于材料类型、壁厚和产量要求。了解这些差异有助于针对具体项目需求选择合适的供应商。
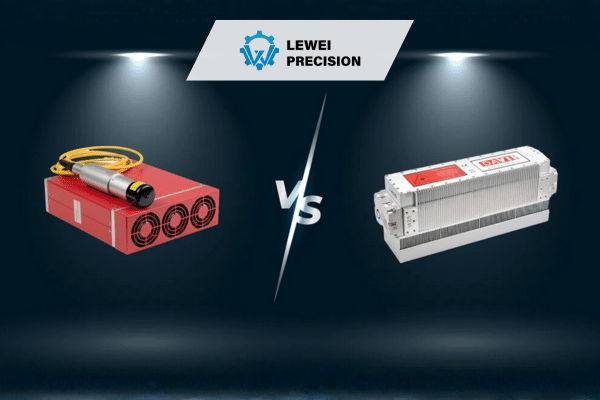
光纤激光器引领现代切割技术
光纤激光系统可处理大多数 管材激光切割服务 今天的工作。美国激光学会在 2024 年报告称,光纤激光器占新安装管材切割设备的 78%。这标志着旧技术的重大转变。
其优点包括切割厚度在 0.25 英寸以下的材料速度更快。减少维护需求,降低运营成本。铝等反光金属的切割效率更高。聚焦点更小,公差更小。
用于专业工作的二氧化碳激光器
CO2 技术适用于较厚的材料和特殊合金。使用 CO2 系统切割钛和厚度超过 0.25 英寸的材料通常效果更好。厚材料的边缘质量更平滑。
更高的维护要求增加了运营成本。气体补充也增加了开支。大多数车间将 CO2 激光器用于光纤激光器性能不佳的特定应用。
拉动需求的行业
激光管切割服务 为从运输到医疗保健等不同行业提供服务。每个行业都利用该技术的精确性进行特定应用。根据 2024 年的行业数据,这八个行业的市场份额最大。
汽车制造
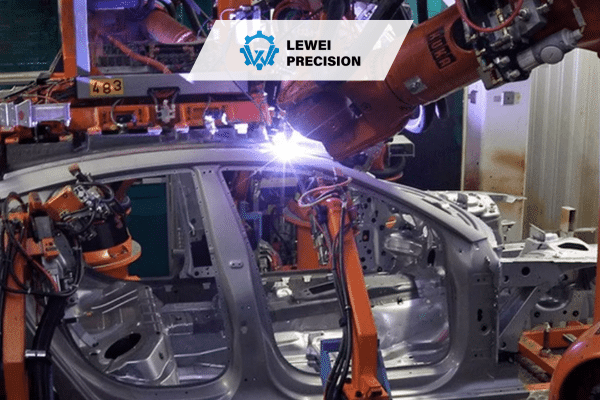
排气系统、防滚架和座椅框架都使用精密切割的管材。特斯拉的 Gigafactory 使用了 我附近的激光管切割机 通过搜索,他们找到了电池框架组件的本地供应商。在大批量生产过程中,产品质量始终如一。
据《制造与金属加工》杂志报道,2024 年,主要汽车供应商的生产周期将缩短 35%。时间的节省直接转化为成本的降低。
医疗设备

医院病床、手术器械和轮椅框架需要使用医疗级材料。通过 ISO 13485 认证的供应商可确保可追溯性。史赛克公司记录了轮椅部件改用激光切割的情况。装配时间减少了 40%,同时关节配合度提高。
严格的公差对医疗设备至关重要。标准 ±0.010″ 精度可满足大多数要求,无需二次加工。
家具与建筑
现代家具制造商在钢管和铝管上制作复杂的图案。设计师的作品具有传统方法无法实现的激光切割细节。建筑公司指定用激光切割钢管制作建筑外墙和扶手。
赫曼米勒在其 Aeron 座椅框架组件中使用激光切割铝管。精确的公差使每年生产的数百万把座椅保持一致。
航空航天组件
飞机制造商要求严格的公差和材料认证。起落架部件、液压管路和内部框架使用激光切割管。所有部件均符合 AS9100 航空航天质量标准。
波音供应商为 787 Dreamliner 部件切割钛管。在整个生产过程中,记录的公差符合性达到 ±0.005″。这一精度水平确保了关键应用的安全性。
农业设备
拖拉机车架、机具挂钩和灌溉系统都使用厚壁管。约翰迪尔的制造工厂雇用了 管材激光切割服务 适用于多条设备生产线。减少了浪费,加快了转换速度,提高了效率。
耐候涂层可保护户外设备。部件首次切割准确无误,减少现场故障。
重要的成本因素
定价因若干技术和操作因素而有很大差异。了解这些变量有助于准确地编制项目预算。Thomas Net 的 2024 分析对影响最终定价的主要成本因素进行了细分。
材料类型对价格的影响
碳钢切割速度最快。标准管每英尺 $2-$4。不锈钢每英尺 $4-$7。由于切割速度较慢,钛的切割成本为每英尺 $10-$15。
材料供应也会影响定价。普通等级的材料出货很快,而特殊合金则会增加时间和成本。
壁厚改变速度
厚度在 0.125 英寸以下的管材切割速度快,成本低。厚度超过 0.250 英寸的材料需要较慢的速度。消耗的激光功率更大。Thomas Net 的 2024 年定价分析表明,壁厚增加一倍,成本大约增加一倍。
在某些情况下,厚壁需要多次加工。这大大延长了生产时间。
设计复杂性增加了时间
简单的直线切割比复杂的图案切割成本更低。每个孔、槽或凹槽都会增加切割时间。与基本切割相比,具有多种功能的项目价格会增加 25-50%。
复杂的设计需要更多的编程时间。详细工作的质量检查需要更长的时间。
批量折扣适用
单个原型管的成本为 $50-$200,包括安装费。100 件以上的批量生产可将单件成本降低 40-60%。大部分 激光管切割服务 根据数量提供分级定价。
订单量大,安装时间更合理。批量采购材料可降低成本。
加急订单的保险费为 25-50%,2-4 天交货。当日送达的订单可享受双倍的标准价格。未雨绸缪,为每个项目节省开支。
服务提供商的遴选标准
选择正确的 管材激光切割服务 需要对多种能力进行评估。供应商的选择直接影响到项目质量、时间表和总成本。这六项标准有助于确定满足特定制造需求的合格供应商。
设备能力
确认车间的机器可以处理所需的管材尺寸。询问最大壁厚能力。检查最大管材长度--大多数机器可处理长达 20 英尺的管材,但能力因设备而异。
确认他们使用的是光纤激光器还是 CO2 激光器。光纤系统更适合 0.25 英寸以下厚度的铝和不锈钢。而二氧化碳激光器则适用于较厚的材料和钛。
材料供应
确认他们是否有所需材料库存,或能否快速采购到所需材料。普通材料可在几天内发货。特殊合金或不常见的管材尺寸可能会增加 1-2 周的交货时间。
询问特殊材料的最低订购量。有些供应商要求批量采购非库存物品。
质量认证
ISO 9001:2015 认证可确保始终如一的质量流程。特定行业的认证对受监管行业非常重要。AS9100 适用于航空航天工作。ISO 13485 涉及医疗设备。IATF 16949 针对汽车行业的要求。
下订单前申请证书。验证认证日期是否有效。过期的认证表明可能存在质量问题。
准备时间现实
标准订单通常在 5-10 个工作日内交货。使用普通材料的简单项目完成得更快。请预先提出切实可行的时间表,以避免时间冲突。
加德纳商业智能公司对 2024 年的制造商进行了调查。结果显示,由于自动化程度的提高,平均交付周期比 2020 年缩短了 30%。
设计支持
质量 管材激光切割服务 供应商提供 CAD 文件的工程审查。这可以在生产开始前发现潜在的问题。经验丰富的工程师会发现导致故障或延误的问题。
询问设计反馈的周转时间。快速审查可避免项目延误。好的设计公司会在 24 小时内对标准项目做出回应。
应避免的常见设计错误
设计错误会导致生产延误、质量问题和不必要的成本。大多数问题都源于设计人员经常犯的五个错误。在提交文件前了解这些误区,可以为每个项目节省时间和金钱。
不完整的 CAD 文件
提供完整的 DXF、DWG 或 STEP 文件,并清楚标明所有尺寸。草图或不完整的图纸会延误项目。车间需要花费额外的时间重新创建正确的文件。这不仅增加了成本,还可能导致错误。
在文件备注中注明材料规格。明确说明管材尺寸和壁厚。
功能太小
小于壁厚的孔和槽会导致切割问题。激光无法可靠地切割小于材料厚度的特征。保持最小特征尺寸等于或大于壁厚。
小特征可以切割,但会失去尺寸精度。它们通常需要二次加工来清理。
忽略前导点
激光器每次切割都需要一个起始点。这些点会留下小痕迹。在 CAD 文件上标记首选的起始点位置。尽可能在非关键区域指定位置。
导入标记的尺寸通常为 0.010 英寸至 0.020 英寸。它们出现在切割开始和停止的位置。
材料选择错误
碳钢在户外不涂装也会生锈。铝在高压力应用中缺乏强度。将材料特性与最终用途要求相匹配。不要只考虑成本。
与供应商讨论应用要求。他们会根据环境和负载情况推荐合适的材料。
不切实际的宽容期望
标准 ±0.010″ 公差适用于大多数应用。更严格的公差要求进行二次加工。这会大大增加成本。只有在实际需要时才指定严格的公差。
过度规定公差会浪费金钱。只对关键尺寸提出精度要求。
与传统方法相比的主要优势
管材激光切割服务 一次设置即可完成复杂切割。传统方法需要多个重新定位步骤。这不仅增加了劳动时间,还可能造成对齐错误。
窄切口将材料浪费降至最低。在长期生产过程中,每根管子可节省几英寸。工具无磨损意味着从第一个零件到最后一个零件的质量始终如一。锯和钻头会随着时间的推移而退化,导致尺寸偏差。
大多数激光切割边缘几乎不需要去毛刺。零件通常可以直接进行焊接或装配。这就避免了增加成本和时间的二次加工。
设计变更只需要新的 CAD 文件。无需修改昂贵的工具。这种灵活性非常适合原型制作。定制订单和短期生产最受益。
加德纳商业智能公司对 2024 年的制造商进行了调查。那些转向 激光管切割服务 据报告,与以前的方法相比,平均节省时间 45%。同一调查还显示,材料浪费平均减少了 30%。
了解局限性
每个制造过程都有影响零件设计和生产决策的限制因素。 激光管服务 在物理和设备能力方面面临特定的技术限制。了解这些限制有助于设定切合实际的预期,并在必要时规划替代解决方案。
高热会在某些材料的切割边缘产生小光晕。这些变色区域的宽度通常在 0.020 英寸到 0.040 英寸之间。氮气辅助气体可显著减少不锈钢的这种影响。
导入和导出点显示激光开始和停止的小凸起。这些标记的尺寸通常为 0.010″ 至 0.020″。它们出现在切割起始点,但很少影响功能。
对于大多数车间来说,最大壁厚约为 0.5 英寸。较厚的材料需要较慢的速度。因此需要多次切割。对于较厚的材料,等离子或水刀切割等替代方法效果更好。
铜和黄铜等反光材料的切割速度比钢慢。虽然光纤激光器比 CO2 系统能更好地处理这些材料,但预计成本会更高。切割时间比钢材延长 40-50%。有些车间会进行表面处理,以提高切割效率。
开始项目
启动管材切割项目需要适当的文件准备和供应商沟通。遵循这些步骤可确保准确报价和顺利生产。MarketsandMarkets Research 在 2024 年的报告中指出,适当的规划可减少 60% 的项目延误。
上传 DXF、DWG 或 STEP 格式的 CAD 文件。清楚地包含所有尺寸。精确标注切割位置。三维文件可帮助车间在多个管材侧面正确编程切割。
至少向三家公司询价 激光管服务 供应商。仔细比较定价。根据项目计划检查交货时间。查看可用的材料选项。在选择供应商之前阅读客户评价。
预先讨论材料的可用性。普通等级的材料发货很快。异种合金或特殊尺寸则需要特别订购。这就增加了计划时间。
确认质量认证符合项目要求。受监管行业需要合规文件。下订单前请索取认证副本。
制定切实可行的时间表,考虑到材料采购。考虑切割时间和运输因素。标准订单通常在一到两周内完成。MarketsandMarkets Research 在 2024 年的报告中指出 我附近的激光管切割机 搜索的结果是,标准项目的周转时间为 7 天。
结论
管材激光切割服务 为空心金属加工提供精度和速度。该技术可在几分钟内切割出复杂的图案。材料浪费大幅减少。生产过程中质量始终如一。从汽车排气系统到医疗设备框架,激光切割管的应用数不胜数。现代光纤激光系统能高效处理大多数材料。选择一家经验丰富、获得适当认证的供应商,可确保获得高质量的结果并按时交货。
常见问题
激光切割的最大管材尺寸是多少?
大多数商店处理的钢管外径或宽度可达 6.0 英寸。管壁厚度从 0.035 英寸到 0.5 英寸不等。一些专业机器可以切割更大的钢管,但标准设备也有这些限制。
激光切割与锯切割的成本相比如何?
激光切割的单次切割成本较高,但无需钻孔和去毛刺。对于需要孔或图案的零件,在考虑人工因素的情况下,总成本比传统方法低 20-30%。
激光切割能否用于涂层或喷漆管材?
激光会烧掉大部分涂层,影响切割质量。订购裸管进行切割,然后再涂上涂层。这样切割更干净,成品更好。
什么文件格式最适合管材激光切割?
DXF 和 DWG 文件适用于二维切割。STEP 和 IGES 文件适用于复杂的 3D 图案。请包含所有尺寸并清楚标注切割位置,以获得最佳效果。
交货一般需要多长时间?
标准订单在 5-10 个工作日内完成,包括材料采购和运输。使用库存材料的简单项目完成得更快。加急服务可将时间缩短至 2-4 天,但需支付额外费用。
参考资料
- 美国激光研究所。(2024).年度激光市场回顾与预测。LIA 行业报告。
- 加德纳商业智能公司。(2024).制造技术调查:制造方法与效率指标》。加德纳出版社。
- Thomas Net.(2024).工业定价指南》:金属切割服务基准报告》。托马斯出版公司。
- 制造与金属加工》杂志。(2024).制造行业现状:技术采用与投资回报率分析》。FMA Communications。
- MarketsandMarkets Research.(2024).激光切割机市场--2029 年全球预测。行业分析报告。