导言
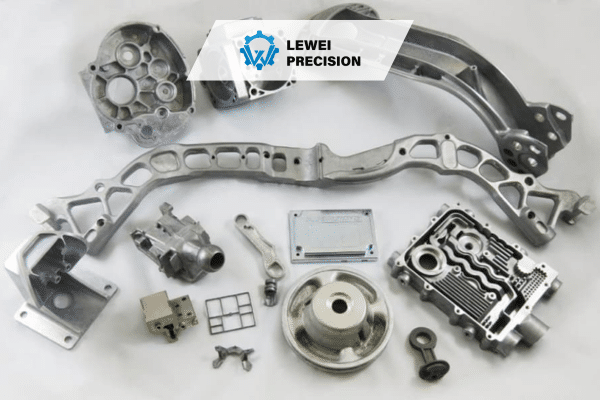
制造数千个具有复杂几何形状的相同金属零件需要可靠、可重复的工艺。压铸可以应对这一挑战,它在极高的压力下将熔融金属注入精密钢模,生产出的部件在大规模生产过程中都能保持稳定的质量。
本指南探讨了以下方面的技术基础知识 压铸服务此外,读者还将了解材料选择策略、成本结构,以及何时将数控加工等工艺结合起来才能增加价值。读者在选择铸造方法、避免常见陷阱和选择合格的制造合作伙伴方面获得了实用的见解。
什么是压铸及其工作原理?
压铸是在 1,000 至 25,000 磅/平方英寸的压力下,将液态金属压入硬化钢模中。金属形成型腔的精确形状,包括薄至 0.5 毫米的特征。冷却后,机械顶针将凝固的部件顶出,而模具则保持完好,以便进行下一个循环。
这与注塑成型类似,但操作温度和压力要高得多。单个模具通常可承受 50,000 至 100,000 次循环,然后才需要翻新,这使得 定制压铸 只有在大量生产时才具有经济可行性。
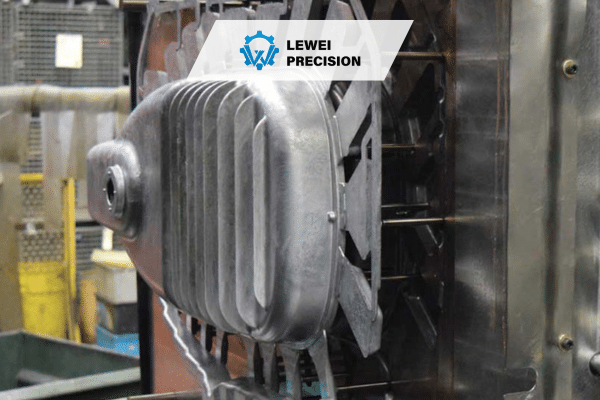
压铸的基本流程
每个铸造周期分为六个不同的阶段:
模具表面接受脱模剂并达到最佳温度。熔融金属在液压或气压作用下进入锁模。铸件冷却 10 至 90 秒,具体取决于壁厚和合金。液压系统将模具两半分开。弹簧销将工件推出型腔。操作员修整浇口、流道和成品部件上的飞边。
随后经常需要进行二次加工。螺纹孔、平面基准面或公差要求较高的孔等精密特征通常需要进行数控加工,这是因为 压铸服务 在关键尺寸上的公差不能小于 ±0.003 英寸。
制造商为何选择压铸
批量生产需要兼顾速度、精度和单位经济效益的工艺。压铸在这一交叉领域表现出色:
加工时间以秒为单位,而不是以分钟为单位。数千个零件的尺寸一致性保持在 0.003 至 0.005 英寸之间。复杂的内部通道和薄壁部分无需装配即可成型。表面加工质量通常无需打磨或抛光。材料废料保持在 30% 以下,并返回熔炉。
苹果公司的 MacBook 机箱展示了大规模压铸能力。根据特斯拉的制造效率报告,通过单件铝铸件取代 70 个冲压和焊接部件,特斯拉在 2023 年将 Model Y 的装配复杂度降低了 40%。
热室压铸与冷室压铸
机器结构决定了哪种合金可与每种工艺配合使用。温度兼容性推动了以下方面的基本划分 压铸服务 技术。
热室压铸
金属熔化炉直接与注塑系统集成。浸没式鹅颈通道充满熔融合金,柱塞迫使材料通过该通道进入模腔。
锌合金、镁和低熔点金属可在热室系统中使用。50 磅以下的零件最适合这种方法。
由于金属始终保持熔融状态,因此生产率可达每小时 100 次。运行成本比其他冷室低 20-30%。0.5 毫米以下的薄壁也能可靠填充。该工艺最大程度地减少了氧化和夹杂缺陷。
但是,熔化温度超过 900°F 的合金会损坏浸没式注塑部件。铝合金和铜合金不能使用热室设备。
冷室压铸
一个单独的熔炼炉准备合金。对于每一次浇铸,操作员都会将定量的金属舀入一个水平腔室。在过度冷却之前,液压柱塞会立即将金属压入模具。
铝是冷室生产的主要材料,其次是铜合金和黄铜。超过 50 磅的大型铸件需要使用这种方法。
冷室系统可处理熔化温度高达 1,500°F 的合金,而不会造成设备损坏。零件质量容量可达数百磅。高强度铝合金可通过适当的工艺控制保持特性。
由于人工舀水,循环时间减慢到每小时 30-50 次。与自动热室系统相比,人工成本增加 15-25%。炉子和模具之间的热量损失会造成冷关或填充不完全。
| 工艺类型 | 金属 | 周期时间 | 部件尺寸 | 运营成本 |
| 热室 | 锌、镁 | 快速(100 次以上/小时) | 小型-中型 | 较低 |
| 冷室 | 铝、铜 | 中度(30-50 次/小时) | 中号-大号 | 更高 |
压铸材料:铝、锌等
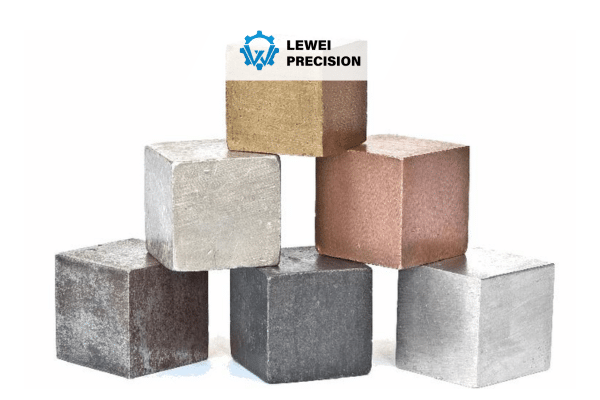
合金的选择影响着从模具寿命、生产速度到成品部件性能的方方面面。大多数 定制压铸 项目有三个金属系列可供选择。
铝压铸合金
根据 2024 年的行业数据,铝约占全球压铸总量的 80%。铝具有低密度、导热性和足够的强度,可用于多种应用。
A380 为汽车电子外壳和结构支架提供通用性能和出色的模具填充特性。
A383 (ADC12) 可为复杂的薄壁几何形状提供优异的流动性,在这种情况下,完全填充空腔具有挑战性。
A360 可为海洋环境和暴露在风雨中的室外安装提供最大的耐腐蚀性。
A413 可为要求零孔隙率的液压歧管和流体控制元件提供卓越的压力密封性。
铝的天然氧化层无需涂层即可抗腐蚀。导热系数高达 120-150 W/m-K,使铝成为理想的散热材料。阳极氧化可形成可控的氧化层,从而提高颜色和耐磨性。完全的可回收性可以在无限次的重熔循环中保持合金特性。
福特 2024 年电动汽车计划使用 A380 铝材 压铸服务 电池外壳,与冲压钢相比,整车质量减少了 15%,同时提高了碰撞能量吸收能力。
锌压铸合金
锌的熔化温度为 419°C,而铝的熔化温度为 660°C,因此循环速度更快,模具寿命更长。卓越的流动性可捕捉到复杂的表面细节、精细的文字和薄肋,而铝却难以满足这些要求。
扎马克 2 号(ZA-2) 可提供 59,000 psi 的高抗拉强度,适用于承受循环负载的齿轮和杠杆等机械部件。
Zamak 3 (ZA-3) 在 41,000 psi 的强度和优异的可铸性之间取得平衡,适用于复杂的外壳和装饰性五金件。
扎马克 5(ZA-5) 在 54000 磅/平方英寸的压力下具有最大强度和良好的抗蠕变性,适用于更高压力的应用。
较低的浇铸温度可降低每个部件的能耗 25-30%。热室自动化实现了业内最快的循环时间。表面硬度比铝高 20-40 个洛氏硬度 B 点。电镀、粉末喷涂和镀铬处理对锌的附着力比对铝更好。
在电子连接器外壳、门锁部件和精密仪器外壳中,锌的尺寸稳定性和表面质量都得到了充分的利用。 定制压铸 应用。
其他压铸材料
镁合金 虽然镁的化学反应性增加了处理时的注意事项,但其重量比具有类似强度的铝要轻 35%。电磁干扰屏蔽功能使镁合金在航空航天电子设备和消费类电子产品中具有重要的应用价值。
铜合金 铜具有最大的强度和耐磨性,导热系数高达 200+ W/m-K。电气母线、船用螺旋桨部件和高级冷热水管道装置都证明,铜的材料成本比铝高出 3-4 倍。
压铸件设计注意事项
设计阶段的工程决策决定了铸造的可行性、成本和质量。要想取得成功,需要仔细关注几个几何参数 压铸服务 结果
壁厚指南
最佳的模壁尺寸兼顾了模具的完全填充和与冷却相关的缺陷:
铝铸件的最佳性能为 1.5 毫米至 6 毫米(0.060 英寸至 0.24 英寸)。锌铸件的厚度在 0.5 毫米至 3 毫米(0.020 英寸至 0.12 英寸)之间。
过薄的壁在到达空腔末端之前就会冻结,从而形成不完整的部件。厚的部分冷却缓慢,会形成内部收缩空隙,削弱机械性能。在整个几何形状中保持均匀的厚度可防止冷却速度不同而导致翘曲和残余应力。
草稿角度
垂直表面需要有锥度,以便在不咬合模具表面或撕裂铸件的情况下将零件顶出:
外表面至少需要 1-3 度的通风。内表面需要 2-5 度,因为在冷却过程中,收缩会抓住芯材。纹理饰面每 0.001 英寸纹理深度增加 1 度,以克服机械互锁。
应避免或尽量减少的功能
某些几何元素会使模具或铸造复杂化:
暗切需要昂贵的侧动机构,这会减慢循环速度并缩短模具寿命。侧面动作会使模具成本增加 $5,000-$15,000 美元。尖角集中了热应力和机械应力,容易产生裂缝。长度与厚度比超过 10:1 的薄肋可能无法完全填充。较深的凹槽会阻碍排气,滞留气体,造成表面瑕疵。
表面相交处的圆角要大一些,以提高铸造性和结构完整性。内角最小半径为 0.5-1.5mm,外角为 0.25-1.0mm。较大的半径可增强部件的强度,同时有利于注塑过程中的金属流动。
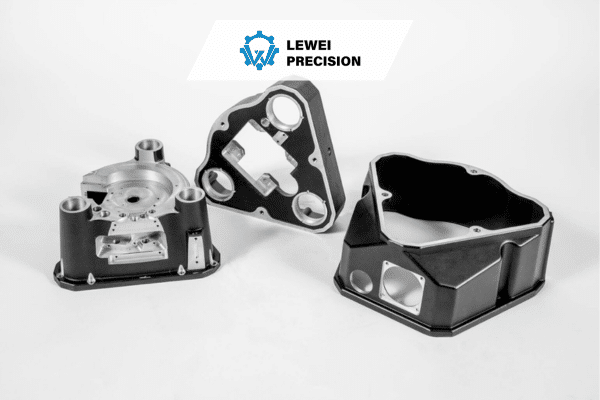
压铸件表面处理
原始铸件具有良好的表面质量,但许多应用需要增强外观、防腐蚀或功能性涂层。 压铸服务 通常提供多种饰面选择。
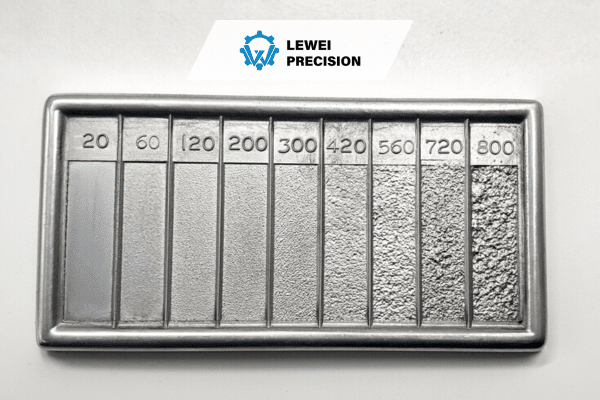
铸件外观
未经加工的部件表面纹理为 32-64 微英寸 Ra(1.6-3.2 微米),有明显的流纹、顶针痕迹和分模线。这足以满足内部零件、后续喷漆或功能大于外观的非外观应用的要求。
机械饰面
喷砂 将精细介质推向工件,形成均匀的哑光纹理,同时去除细微缺陷。处理过程在 1-2 天内完成,成本极低。
翻滚 在旋转筒中使用研磨介质放置零件,在 1-2 天内磨平边缘并增加细微光泽,成本影响较低。
抛光 采用逐渐变细的化合物来实现可见部件的镜面效果,需要 3-5 天,费用适中。
防护涂层
粉末涂层 在烤箱固化过程中,静电喷涂的干漆颗粒会融合在一起,形成耐久、抗划伤的漆层,有数千种颜色可供选择。这种工艺需要 3-5 天的时间,成本适中,但消除了与液体喷漆相关的挥发性有机化合物排放。
阳极氧化 通过电化学工艺生长出可控的氧化铝层。第二类可制作装饰性耐腐蚀涂层。III 型可为磨损应用制造更坚硬的涂层。两种工艺都需要 5-7 天,成本适中。
化学薄膜 沉积铬酸盐转化涂层可保护铝,同时保持导电性并提高涂料附着力。这种 2-3 天的低成本工艺非常适合后续的粉末喷涂。
电镀选项
电镀沉积的金属层具有特定的性能:镍具有耐腐蚀性,铬具有硬度和外观,锌具有牺牲性保护,金或银用于电接触表面。
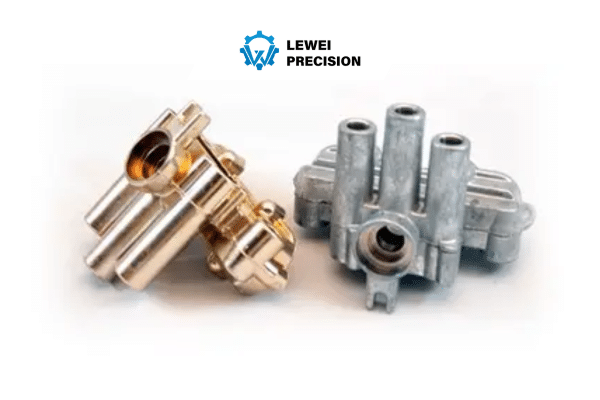
由于表面化学性质不同,锌铸件比铝铸件更容易接受电镀。镀铬锌为汽车饰件和建筑五金件提供了卓越的外观效果。 定制压铸 方法。
使用定制压铸件的行业
汽车行业
现代汽车包含 50-100 个压铸部件,从变速箱壳体到门把手,不一而足。根据 2024 年的生产统计数据,全球汽车压铸件年产量超过 2 亿件。
常见应用包括变速箱壳体、发动机缸体、转向节、制动钳和结构节点。特斯拉的 Gigacasting 技术可生产单件式车身后部,根据 2023 年投资者演示文稿,可将 Model Y 的组装时间缩短 40%。
航空航天应用
飞机制造商指定将铝和镁压铸件用于机舱部件、执行器外壳和电子设备外壳,因为减轻重量可直接提高燃油效率。非结构性应用避免了认证的复杂性,同时与机加工替代品相比,还能节省质量。
电子产品和消费品
智能手机、笔记本电脑、电动工具和电器包含多个压铸部件。薄壁铝制机箱具有电磁屏蔽和散热功能。锌合金连接器外壳为配合接口提供了尺寸精度。相机机身、电源外壳和电机外壳是大批量生产的代表。 压铸服务 应用。
医疗设备制造
手术器械、诊断设备和成像系统需要精密和生物兼容的材料。不锈钢手柄、铝制外壳和锌部件可满足严格的公差和表面光洁度要求,同时支持灭菌循环。
工业设备
泵体、阀体、齿轮箱盖、电机框架和照明装置利用压铸件的能力,在单次操作中就能制造出复杂的内部通道和安装特征。工业应用将成本效益和产量放在首位,而不是航空航天级别的规格。
压铸成本因素
经济分析确定项目的可行性。 压铸服务 与其他制造方法相比,其成本结构截然不同。
模具成本
模具投资是最大的前期支出:
简单的单腔模具价格为 $5,000-$15,000。带滑块的复杂多腔模具价格为 $20,000-$75,000 美元。汽车结构模具的价格超过 $100,000,大型部件的价格达到 $500,000 以上。
模具的复杂程度、模腔数、所需的滑块或升降器、预期的表面光洁度以及预计的产量都会影响模具费用。维护得当的模具在进行重大翻新之前,可进行 50,000-100,000 次以上的铝冲压或 100,000-150,000 次以上的锌冲压。
每个部件的生产成本
经常性费用随着每次铸造而累积:
铝原料成本为每磅 $2-4,锌为每磅 $1-2,外加 20-30% 回炉废料。简单部件的机器周期费用为 $0.50-$2.00,复杂几何形状的部件则为 $2.00-$10.00。
精加工会增加可变成本:铸件不需要任何成本,粉末喷涂每个零件 $1.50-$5.00,阳极氧化 $2.00-$8.00,数控二次加工 $5.00-$50.00+ (视操作而定)。
盈亏平衡分析
数量阈值决定经济可行性:
简单部件需要 1,000-2,500 件,才具有成本效益。中等复杂程度的部件需要 2,500-5,000 件。复杂设计需要 5,000-10,000 件才能证明模具投资的合理性。
低于这些数量、 数控加工 用实体材料或增材制造的成本可能低于 定制压铸 在有限的生产过程中摊销模具费用。
降低成本的方法
消除暗切和侧面动作,简化模具。保持均匀的壁厚,实现更快、更可靠的铸造。合并产量,分摊模具成本。指定可实现的公差,因为 ±0.001″ 的要求迫使进行昂贵的二次加工。在外观允许的情况下,设计铸件表面。考虑同时铸造多个零件号的系列模具。
应避免的常见压铸错误
低估准备时间
首件产品的交付通常需要 8-16 周,而不是 2-3 周。模具设计和客户批准需要 2-3 周。工具钢加工和热处理需要 4-8 周。T1 样品生产和审批迭代需要 2-3 周。生产启动和工艺验证增加 1-2 周。
规划 定制压铸 在开发周期的早期实施项目,可防止工期压缩。数控机床加工生产原型产品,而永久性模具则在制造过程中完成。
忽视制造设计
CAD 模型可能包含物理上无法铸造或经济上无法实现的几何特征。经验 压铸服务 供应商可在 DFM 审查期间发现问题,从而节省修改成本和工期延误。让制造合作伙伴在设计阶段就参与进来,可避免在模具投入后进行昂贵的修正。
规定不必要的严格公差
标准压铸件可实现 ±0.003″-0.005″ 的尺寸控制。更严格的规格要求二次数控加工,增加了单件成本 20-50%。仅在关键的配合特征和基准面上采用严格的公差。允许在其他地方采用铸造尺寸,以最大限度地降低成本。
选择错误的材料
高强度合金有时对模具的填充性较差,或者需要进行冷室加工,从而增加了成本。材料选择需要在机械性能、可铸性、生产率和成本之间取得平衡。在投入生产模具之前,对样品零件进行测试,以验证材料的性能。
忽视表面处理要求
铸件表面会出现流线、针痕和分型线见证标记。要求 A 级外观的应用需要特定的精加工操作。在设计零件时,外观至关重要的表面要进行精加工,而不可见的表面则保持原样浇铸,这样可以优化成本。
如何选择压铸服务提供商
生产合作伙伴的选择对质量、交付和项目成功的影响不亚于合理的设计实践。
需要验证的关键资质
质量体系认证证明流程成熟:ISO 9001:2015 适用于一般制造业,AS9100D 适用于航空航天业,ISO 13485 适用于医疗器械,IATF 16949 适用于汽车供应商。
技术能力决定了生产的可行性:可用机器吨位范围(一般为 300-3000 吨)、冷热室设备库存、内部精加工服务、数控二次加工能力。
经验指标包括至少 5 年的运营历史、相关行业组合、可比部件示例以及愿意讨论质量和交付业绩的客户证明。
询问潜在供应商的问题
要求提供典型的模具交付时间表。明确模具成本包括多少次样品迭代。了解生产质量控制方法和检查频率。确认设计阶段的 DFM 支持。验证内部精加工和二次加工能力。确定生产能力和重新订货的准备时间。确定模具所有权--是客户还是供应商保留资产。
需要警惕的红旗
供应商不愿提供参考资料或样品零件会引起关注。没有正式的质量认证表明流程不成熟。模糊定价或隐藏费用表明商业行为不规范。报价期间的沟通困难预示着未来的项目问题。无法提供 DFM 反馈,说明专业技术能力有限。模具修改程序不明确,造成下游冲突。
从以往项目中获得的零件样本比单凭证书更能显示制造能力。多个铸件的尺寸一致性体现了过程控制。
结论
压铸服务 在批量金属零件制造中,"Technica "将生产速度、尺寸精度和有利的单位经济性结合在一起。项目的成功取决于优化设计以实现可铸造性、选择合适的材料和表面处理,以及与了解工艺能力和局限性的合格供应商合作。
从彻底的 DFM 审查开始,选择经过认证的供应商,并在公差需要的情况下整合 CNC 加工,从而创造出最佳结果。了解产量阈值、实际交付时间和成本结构,才能做出明智的制造决策。
常见问题
压铸的最小订货量是多少?
大多数供应商需要 1,000-5,000 个零件才能证明模具投资的合理性。在几何形状允许经济生产的情况下,简单的单腔模具可接受 500-1000 件的最低要求。
压铸模具的使用寿命有多长?
维护得当的铝模可进行 50,000-100,000 次冲压,锌模可进行 100,000-150,000 次冲压。带有滑块或薄截面的复杂几何形状可能会缩短使用寿命,需要提前翻新。
压铸可以生产螺纹孔吗?
外螺纹铸造成功,但内螺纹会产生弹射问题。标准做法是先铸造先导孔,然后通过攻丝操作添加螺纹,作为数控二次加工。
压铸能达到什么公差?
标准能力范围为每英寸 ±0.003″-0.005″。最佳的模具设计和工艺控制可使关键尺寸达到 ±0.001″,但二次加工的成本会增加 20-50%。
与机械加工相比,压铸的成本是多少?
压铸每件 $0.50-$10.00 美元,模具投资 $5,000-$75,000 美元。CNC 加工成本为每个零件 $20-$200+,不含工具。根据复杂程度,通常在 1,000-2,500 个零件时才能实现收支平衡。
参考资料
- 北美压铸协会(NADCA)。"2024年压铸行业状况报告"。 https://www.diecasting.org
- 特斯拉公司"投资者日演示:制造创新"。2023 年 3 月。 https://ir.tesla.com
- ASM 国际。"ASM 手册第 15 卷:铸造》。俄亥俄州材料园,2008 年。
- 制造工程师协会 (SME)。"压铸工艺与材料指南 2024》。 https://www.sme.org
美国材料与试验协会国际。"铝合金压铸件标准规范(ASTM B85-03)"。 https://www.astm.org