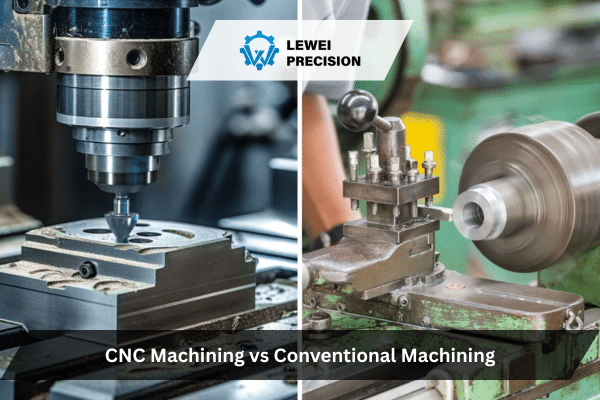
Einführung aus der Sicht der Werkstatt
In der Produktion ist die Entscheidung zwischen CNC-Bearbeitung und konventioneller Bearbeitung ist keine akademische Frage. Sie wirkt sich auf Kosten, Vorlaufzeit, Qualitätsrisiko, Wiederholbarkeit, Inspektionsaufwand, Ausschussrate und letztlich auf den Erfolg oder Misserfolg eines Produktionslaufs aus. Ingenieure und Einkäufer, die Zeit in der Fertigung verbracht haben, wissen, dass Maschinen nicht isoliert existieren. Sie interagieren mit Werkzeugen, Bedienern und Vorrichtungen, Materialien, Toleranzen und Fristen.
In diesem Artikel wird die CNC-Bearbeitung im Vergleich zur konventionellen Bearbeitung von den ersten Prinzipien bis hin zur realen Entscheidungsfindung in der Produktion erläutert. Er spiegelt wider, wie sich diese Verfahren tatsächlich in Werkstätten verhalten, und nicht nur, wie sie in Lehrbüchern beschrieben werden. Ziel ist es, Ingenieuren, OEM-Einkäufern und Beschaffungsmanagern zu helfen, das richtige Verfahren für die richtige Aufgabe auszuwählen, zu verstehen, warum Dinge schief gehen, und zu wissen, welche Fragen sie stellen müssen, wenn sie ein Angebot oder eine Anfrage für CNC-Bearbeitungsdienstleistungen.
Grundlegendes Verständnis der maschinellen Bearbeitung
Was Zerspanung wirklich ist
Bearbeitung wird kontrolliert Material Abtragen. Metall oder Kunststoff wird durch Schneidwerkzeuge geformt, die das Material in Form von Spänen abscheren. Die endgültige Geometrie hängt von der Bewegung des Werkzeugs, der Steifigkeit des Werkzeugs, den Schnittparametern und der Art und Weise ab, wie das Werkstück eingespannt ist.
Im Kern geht es bei der Bearbeitung um das Management von Kräften. Die Schnittkräfte wirken auf das Werkzeug, die Spindel, die Vorrichtung und das Werkstück zurück. Wenn es einem dieser Elemente an Steifigkeit oder Kontrolle mangelt, leidet die Genauigkeit.
Sowohl die CNC-Bearbeitung als auch die konventionelle Bearbeitung folgen der gleichen Physik. Der Unterschied liegt darin, wie die Bewegung erzeugt, gesteuert und wiederholt wird.
Konventionelle Bearbeitung im Detail erklärt
Was ist konventionelle Bearbeitung?
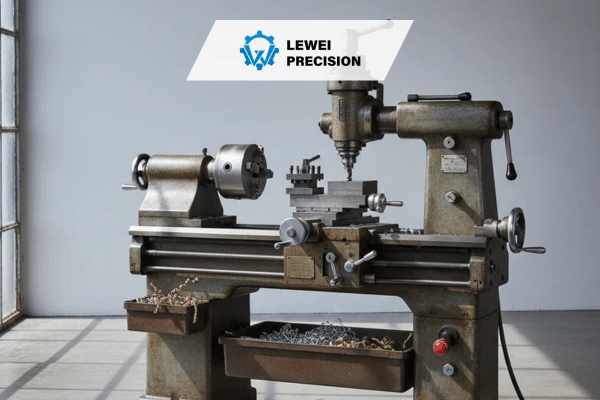
Die konventionelle Bearbeitung bezieht sich auf handbetriebene Werkzeugmaschinen wie Drehbänke, Kniefräsen, Bohrmaschinen, Stoßmaschinen und manuelle Schleifmaschinen. Der Bediener steuert die Bewegung mit Handrädern, Hebeln und visuellen Referenzpunkten.
Die Maschine selbst ist nicht intelligent. Die Fähigkeiten, das Urteilsvermögen und die Erfahrung des Maschinenführers bestimmen das Ergebnis.
Wie konventionelle Maschinen tatsächlich funktionieren
Bei einer manuellen Drehmaschine stellt der Maschinenführer die Spindeldrehzahl mit Hilfe von Getrieben oder Riemen ein, schaltet den Vorschub über mechanische Gestänge ein und steuert die Schnitttiefe durch Drehen Handrädern. Der Bediener beobachtet den Schnitt, hört auf das Werkzeug, spürt die Vibrationen an den Bedienelementen und passt in Echtzeit an.
Bei einem manuellen Fräsmaschine, Der Maschinenbediener orientiert sich an Skalen oder digitalen Anzeigen, arretiert bei Bedarf die Achsen und führt die Arbeitsschritte im Kopf aus. Jede Lochposition, Taschentiefe und Oberflächengüte hängt von der menschlichen Kontrolle ab.
Stärken der konventionellen Bearbeitung
Die konventionelle Bearbeitung zeichnet sich dadurch aus, dass Flexibilität und Urteilsvermögen wichtiger sind als Wiederholungen.
Einmalige Teile, Reparaturen, Prototypen und Nacharbeiten sind auf manuellen Maschinen oft schneller. Es fällt kein Programmieraufwand an. Ein erfahrener Maschinenbediener kann eine Zeichnung nehmen, das Rohmaterial einspannen und innerhalb von Minuten mit dem Schneiden beginnen.
Handbuch Maschinen ermöglichen subtile Anpassungen während des Schneidens. Wenn Material Härte schwankt, gleicht der Bediener dies sofort aus. Wenn Ratterer auftreten, werden Vorschub und Tiefe intuitiv angepasst.
In Umgebungen mit geringen Stückzahlen kann die konventionelle Bearbeitung kosteneffektiv sein, da die Rüstzeit minimal und die Werkzeugausstattung einfach ist.
Beschränkungen der konventionellen Bearbeitung
Die Wiederholbarkeit ist die größte Einschränkung. Selbst der beste Bearbeiter kann nicht Hunderte von Malen dieselbe Abmessung ohne Abweichungen manuell treffen. Ermüdung, Ablenkung und Werkzeugverschleiß führen zu Drift.
Komplexe Geometrie ist extrem schwierig oder unmöglich. Echte 3D-Konturen, zusammengesetzte Kurven und mehrachsige Features übersteigen die manuellen Möglichkeiten.
Dokumentation und Rückverfolgbarkeit sind begrenzt. Die Inspektion hängt stark von manuellen Messungen und der Erfahrung des Bedieners ab.
Die Ausweitung der Produktion mit konventioneller Bearbeitung erfordert mehr qualifizierte Arbeitskräfte, die immer knapper werden.
CNC-Bearbeitung von innen erklärt
Was CNC-Bearbeitung wirklich bedeutet
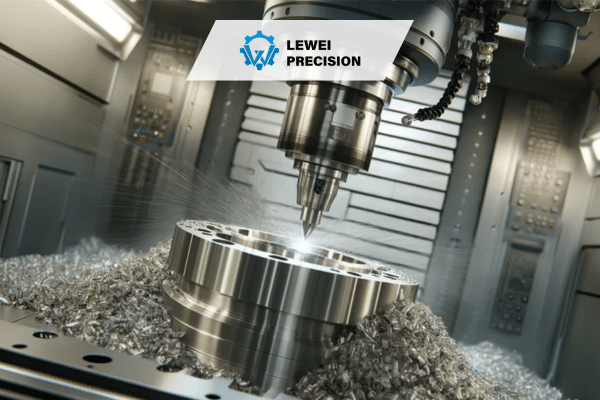
CNC-Bearbeitung verwendet eine numerische Computersteuerung, um Maschinenbewegungen zu steuern. Die Achsen werden von Servo- oder Schrittmotoren auf der Grundlage von programmierten Anweisungen (G-Code) bewegt.
Einmal programmiert, führt die Maschine denselben Werkzeugweg wiederholt mit minimalen Abweichungen aus.
Wie CNC-Maschinen tatsächlich funktionieren
A CNC-Maschine ist ein System, nicht nur eine Werkzeugmaschine. Es umfasst die mechanische Struktur, die Steuerungssoftware, die Servoantriebe, die Messgeräte, die Werkzeugsysteme und die Werkstückaufnahme.
Der Prozess beginnt mit der CAD-Geometrie. Diese Geometrie wird in CAM-Werkzeugwege übersetzt, die auf der Schneidestrategie, der Werkzeugauswahl und der Maschinenfähigkeit basieren. Das Programm definiert jede Bewegung, Vorschubgeschwindigkeit, Spindeldrehzahl und den Werkzeugwechsel.
Während des Schneidens überwachen Rückmeldesysteme die Position und korrigieren Fehler in Echtzeit. Die Maschine denkt nicht, aber sie ist extrem beständig.
Stärken der CNC-Bearbeitung
Die Wiederholbarkeit ist der entscheidende Vorteil. Ist ein CNC-Verfahren einmal eingestellt, werden die Teile immer gleich gefertigt, egal ob es sich um das erste oder das tausendste Stück handelt.
Komplexe Geometrie ist Routine. Mehrachsig CNC-Maschinen können Merkmale erzeugt werden, an die eine manuelle Bearbeitung nicht heranreicht.
Inspektion und Qualitätskontrolle sind leichter zu standardisieren. CNC-Teile lassen sich häufig in Koordinatenmessmaschinen und statistische Prozesskontrollsysteme integrieren.
Die Arbeitseffizienz ist höher. Ein Bediener kann mehrere CNC-Maschinen gleichzeitig.
Die CNC-Bearbeitung ist das Rückgrat der modernen CNC-Bearbeitungsdienstleistungen die OEMs und globalen Lieferketten angeboten werden.
Beschränkungen der CNC-Bearbeitung
Die CNC-Bearbeitung ist mit Vorlaufkosten verbunden. Programmieren, Einrichten, Aufspannen und Werkzeugerprobung brauchen Zeit.
Schlechte Programmierung führt schnell zu Ausschuss. Ein einziger falscher Versatz kann ein Teil innerhalb von Sekunden zerstören.
CNC-Maschinen erfordern eine stabile Stromversorgung, kontrollierte Umgebungen und geschulte Techniker für die Wartung.
Bei sehr einfachen, einmaligen Teilen kann die CNC-Bearbeitung langsamer und teurer sein als die manuelle Bearbeitung.
Werkzeugunterschiede zwischen CNC- und konventioneller Zerspanung
Manueller Werkzeugbau Realität
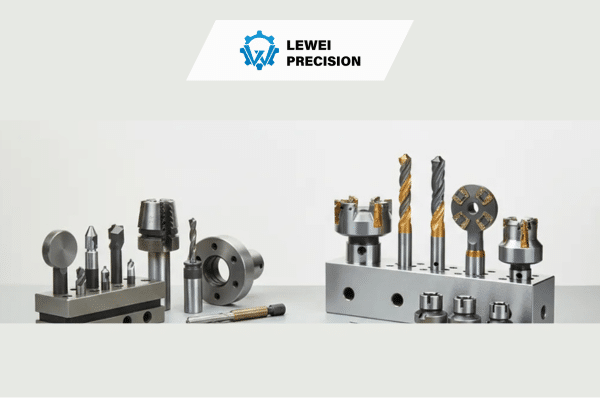
Bei der manuellen Bearbeitung werden in der Regel Allzweckwerkzeuge verwendet. Es dominieren Werkzeuge aus Schnellarbeitsstahl, einfache Wendeplatten und Standardbohrer.
Der Werkzeugwechsel erfolgt manuell. Abweichungen in der Werkzeuglänge werden eher durch Erfahrung als durch Messsysteme gesteuert.
Der Werkzeugverschleiß wird anhand der Haptik, des Klangs und der Oberflächenbeschaffenheit überwacht.
CNC-Werkzeugbau Realität
CNC-Werkzeuge sind auf Wiederholbarkeit ausgelegt. Die Werkzeughalter werden ausgewuchtet, gemessen und in Werkzeugbibliotheken gespeichert.
Werkzeuglängen- und Durchmesserverschleißkorrekturen werden digital erfasst.
Moderne Beschichtungen, Hartmetallwerkzeuge und wendbare Systeme sind weit verbreitet.
Werkzeugausfall in CNC-Bearbeitung ist noch dramatischer. Wenn ein Werkzeug bricht, beschädigt es oft das Teil und möglicherweise die Vorrichtung.
Vergleich von Spannvorrichtungen und Spannmitteln
Konventionelle Spanntechnik
Bei der manuellen Bearbeitung kommen Schraubstöcke, Klemmen, Winkelplatten und Improvisation zum Einsatz.
Die Halterung ist flexibel, aber uneinheitlich. Jede Einrichtung ist einzigartig.
Das funktioniert bei Prototypen, wird aber in der Produktion zu einer Belastung.
CNC-Spannsysteme
CNC-Bearbeitung erfordert starre, wiederholbare Befestigungen.
Nullpunktsysteme, weiche Backen, Tombstones und kundenspezifische Vorrichtungen sind üblich.
Die Spannvorrichtung ist oft genauso wichtig wie das Programm. Eine schlechte Werkstückspannung führt zu Vibrationen, Maßfehlern und Werkzeugbruch.
Ingenieure entwerfen CNC-Bearbeitungsdienstleistungen die Vorrichtungskosten frühzeitig zu ermitteln, da sie sich auf den Teilepreis und die Vorlaufzeit auswirken.
Toleranzfähigkeit in der realen Produktion
Toleranzen für die manuelle Bearbeitung
Erfahrene Bearbeiter können bei einzelnen Merkmalen enge Toleranzen einhalten. Die Einhaltung von ±0,01 mm ist unter idealen Bedingungen möglich.
Die Herausforderung besteht in der Konsistenz über mehrere Teile und mehrere Merkmale hinweg.
Thermische Drift, Werkzeugverschleiß und Bedienerschwankungen summieren sich.
CNC-Bearbeitungstoleranzen
CNC-Maschinen sich durch Positionsgenauigkeit und Beständigkeit auszeichnen.
Bei ordnungsgemäßer Prozesskontrolle sind Toleranzen von ±0,005 mm möglich.
Allerdings gilt auch hier die Toleranzstapelung. Eine schlechte Auswahl der Bezugspunkte oder eine falsche Antaststrategie führt auch bei CNC zu einer Ablehnung.
Oberflächengüte und Prozesskontrolle
Manuelle Endkontrolle
Die Oberflächengüte manueller Maschinen hängt in hohem Maße von den Fähigkeiten des Bedieners ab.
Die Konsistenz des Vorschubs, die Schärfe des Werkzeugs und die Handsteuerung beeinflussen das Ergebnis.
Häufig sind Polieren und Nachbearbeitung erforderlich.
CNC-Fertigstellungssteuerung
Die CNC-Steuerung ermöglicht eine präzise Kontrolle von Vorschub und Geschwindigkeit, was zu einer vorhersehbaren Endbearbeitung führt.
Strategien für die Hochgeschwindigkeitsbearbeitung reduzieren Werkzeugspuren.
Die Oberflächengüte ist über alle Chargen hinweg wiederholbar, was die Inspektion und die nachfolgende Montage vereinfacht.
Entscheidungslogik der Produktionsmenge
Kleinserien und Prototypen
Bei Einzelstücken oder frühen Prototypen ist die konventionelle Bearbeitung oft schneller.
Programmieren oder simulieren ist nicht erforderlich.
Änderungen können sofort vorgenommen werden.
Mittelgroße Produktion
Dies ist die Grauzone, in der die Entscheidungsfindung am wichtigsten ist.
CNC-Bearbeitung gewinnt in der Regel, wenn die Stückzahlen einige Dutzend Teile überschreiten, insbesondere wenn die Geometrie komplex ist.
Die manuelle Bearbeitung hat in diesem Stadium mit der Konsistenz und den Arbeitskosten zu kämpfen.
Produktion großer Mengen
CNC-Bearbeitung ist obligatorisch.
Reproduzierbarkeit, Automatisierung und Integration mit Inspektionssystemen sind von entscheidender Bedeutung.
Die konventionelle Bearbeitung kann nicht effizient skalieren.
Menschliche Faktoren und Qualifikationsanforderungen
Manuelles Maschinenkönnen
Die manuelle Bearbeitung hängt von stillschweigendem Wissen ab.
Jahrelange Erfahrung ist erforderlich, um Gefühl, Klang und visuelle Hinweise zu beherrschen.
Diese Fähigkeit ist schwer zu ersetzen und wird immer seltener.
CNC-Fähigkeiten
Die CNC-Bearbeitung erfordert andere Fähigkeiten.
Programmierung, Einrichten, Werkzeugauswahl und Prozessoptimierung sind wichtiger als die Handsteuerung.
Fehler sind weniger verzeihlich. Ein Fehler im Code wirkt sich auf alle Teile aus.
Stark CNC-Bearbeitungsdienstleistungen stark in Ausbildung und Verfahrensdokumentation investieren.
Was bei jedem Prozess schief läuft
Jeder Bearbeitungsprozess versagt auf vorhersehbare Weise. Der Unterschied zwischen CNC-Bearbeitung und konventioneller Bearbeitung ist nicht, ob etwas schief geht, sondern wie sie schief gehen, wie schnell Probleme auftreten und wie viel Schaden sie verursachen, bevor sie entdeckt werden.
Das Verständnis dieser Fehlermöglichkeiten ist für Ingenieure, Einkäufer und Beschaffungsteams von entscheidender Bedeutung, da die meisten Qualitätsprobleme nicht durch böse Absicht, sondern durch strukturelle Schwächen im gewählten Verfahren verursacht werden.
Häufige Fehler bei der konventionellen Zerspanung
Ermüdungsbedingte Maßabweichung
Bei der konventionellen Zerspanung ist der Zerspanungsmechaniker das Kontrollsystem. Im Laufe einer Schicht setzt die Ermüdung ein. Der Handdruck verändert sich. Das visuelle Urteilsvermögen verschlechtert sich leicht. Was am Morgen als perfekt zentrierter Schnitt beginnt, weicht am Nachmittag langsam ab.
Diese Abweichung ist subtil und oft nicht sichtbar, bis die Teile zusammengebaut oder später geprüft werden. Ein Wellendurchmesser kann langsam zu klein werden, weil der Bearbeiter unbewusst den Werkzeugverschleiß ausgleicht. Die Lage von Bohrungen kann vom Sollwert abweichen, weil die Skalenwerte unter Zeitdruck falsch abgelesen werden.
Dies ist kein Problem der Fähigkeiten. Es ist eine menschliche Einschränkung. Die manuelle Bearbeitung erfordert ständige Aufmerksamkeit, die bei langen Produktionsläufen nicht perfekt aufrechterhalten werden kann.
Inkonsistente Oberflächenbeschaffenheit
Die Oberflächengüte bei der konventionellen Bearbeitung hängt von der Konsistenz des Vorschubs, der Schärfe des Werkzeugs und dem Gefühl des Bedieners ab. Selbst erfahrene Zerspaner können nicht stundenlang den gleichen Vorschubdruck aufrechterhalten.
Wenn die Werkzeuge stumpf werden, verschlechtert sich die Oberflächengüte allmählich. Der Bearbeiter kann den Vorschub oder die Tiefe anpassen, um dies auszugleichen, aber diese Anpassungen sind selten dokumentiert oder wiederholbar.
Das Ergebnis sind Teile, die zwar technisch den Maßtoleranzen entsprechen, aber in der Oberflächenqualität variieren, was sich auf die Abdichtung, die Reibung, die Haftung der Beschichtung und die Ermüdungslebensdauer auswirkt.
Menschliche Messfehler
Bei der manuellen Bearbeitung werden in hohem Maße Messschieber, Mikrometer, Tiefenmessgeräte und die visuelle Ausrichtung eingesetzt. Messfehler sind dabei unvermeidlich.
Eine um 0,01 mm falsch abgelesene Messschraube kann bei mehreren Teilen zu Ausschuss führen. Das Messen warmer Teile ohne Berücksichtigung der Wärmeausdehnung führt zu versteckten Abweichungen. Bei komplexen Zeichnungen ist es ein häufiger Fehler, sich auf die falsche Bezugsfläche zu beziehen.
Diese Fehler sind selten böswillig. Sie treten auf, weil die Messung in die Produktion integriert ist, anstatt getrennt und kontrolliert zu werden.
Eingeschränkte Rückverfolgbarkeit
Bei der konventionellen Bearbeitung ist die Rückverfolgbarkeit des Prozesses nur sehr gering. Wenn eine Charge bei der Inspektion durchfällt, ist es schwierig, genau zu bestimmen, wann oder warum das Problem aufgetreten ist.
In der Regel gibt es keine Aufzeichnungen über Werkzeugkorrekturen, Maschinenbedingungen oder Zwischenmessungen. Dies macht die Ursachenanalyse langsam und oft nicht schlüssig.
Für Branchen, in denen die Einhaltung von Vorschriften, Rückverfolgbarkeit oder Audits erforderlich sind, stellt dies eine große Einschränkung dar.
Häufige Fehler bei der CNC-Bearbeitung
CNC-Bearbeitung beseitigt viele menschliche Variablen, aber es führt auch systemische Risiken. Wenn in der CNC-Bearbeitung etwas schief geht, dann geht es oft schnell und teuer.
Falsche Verrechnungen führen zu Schrott
Versätze sind die Grundlage der CNC-Genauigkeit. Werkzeuglängen-Offsets, Arbeits-Offsets und Verschleiß-Offsets müssen alle korrekt sein.
Ein einziger falscher Versatz kann innerhalb von Minuten dazu führen, dass eine ganze Charge verschrottet wird. Ein Werkzeug, das 1 mm zu lang eingestellt ist, driftet nicht allmählich ab, sondern schneidet sofort zu tief.
Im Gegensatz zur manuellen Bearbeitung spürt die CNC keinen Widerstand und kein Zögern. Sie führt genau das aus, was ihr gesagt wird, selbst wenn diese Anweisung falsch ist.
Werkzeugkollisionen aufgrund von Programmierfehlern
Programmierfehler sind eine der Hauptursachen für CNC-Ausfallzeiten. Eine verpasste Abstandsfläche, eine falsche Werkzeugwechselposition oder ein falsches Koordinatensystem können Werkzeugabstürze verursachen.
Diese Kollisionen beschädigen Werkzeuge, Spindeln, Vorrichtungen und manchmal die Maschine selbst. Die finanziellen Auswirkungen sind deutlich höher als bei einem Fehler an einer manuellen Maschine.
Aus diesem Grund verlassen sich erfahrene CNC-Umgebungen stark auf Simulationen, Probeläufe und bewährte Programme.
Schlechtes Design der Halterung
CNC-Bearbeitung erfordert eine starre, wiederholbare Aufspannung. Wenn die Vorrichtung auch nur eine kleine Bewegung zulässt, schneidet die Maschine jedes Mal ungenau.
Anders als bei der manuellen Bearbeitung kann der Bediener nicht instinktiv mitten im Schnitt kompensieren. Die Maschine wird den gleichen Fehler Teil für Teil wiederholen.
Schlechte Spannvorrichtungen führen zu Rattern, Maßabweichungen und Werkzeugbruch, selbst wenn das Programm selbst korrekt ist.
Überautomatisierung ohne Verständnis der Schnittphysik
Einer der gefährlichsten CNC-Fehler ist es, sich auf die Automatisierung zu verlassen, ohne sie zu verstehen. Material Verhalten.
Hohe Vorschubgeschwindigkeiten, aggressive Werkzeugwege oder kopierte Programme aus anderen Materialien führen oft zu vorzeitigem Werkzeugverschleiß oder katastrophalem Versagen.
CNC-Maschinen sind leistungsstark, aber sie ersetzen nicht das technische Urteilsvermögen. Wenn die Schnittphysik ignoriert wird, vergrößert die CNC den Fehler, anstatt ihn zu korrigieren.
Vergleich der Kostenstruktur
Kostenunterschiede zwischen CNC-Bearbeitung und konventionelle Bearbeitung sind nicht nur eine Frage des Maschinenpreises. Es geht um wie sich die Kosten bei Änderungen von Volumen, Komplexität und Qualitätsanforderungen verhalten.
Kosten der manuellen Bearbeitung
Manuelle Maschinen sind relativ kostengünstig in der Anschaffung und Wartung. Die Werkzeugbestückung ist einfach und die Einrichtung geht schnell.
Die Arbeitskosten pro Teil sind jedoch hoch, da ein Bearbeiter in der Regel jeweils ein Teil fertigt. Die Variabilität erhöht die Prüfkosten, die Nacharbeit und das Ausschussrisiko.
Die manuelle Bearbeitung ist nur dann wirtschaftlich, wenn die Stückzahlen gering und die Toleranzen tolerant sind.
Kosten der CNC-Bearbeitung
CNC-Maschinen erfordern erhebliche Kapitalinvestitionen. Werkzeuge, Vorrichtungen, Programmierung und Einrichtung verursachen zusätzliche Vorlaufkosten.
Sobald die Maschine jedoch läuft, sinken die Arbeitskosten pro Teil drastisch. Ein Bediener kann mehrere Maschinen beaufsichtigen, und die Wiederholbarkeit reduziert Inspektion und Nacharbeit.
Die CNC-Bearbeitung führt in großem Maßstab zu niedrigeren Stückkosten und besser vorhersehbarer Qualität, weshalb diese Kostenlogik dominiert. CNC-Bearbeitungsdienstleistungen und RFQ-Bewertungen.
Inspektion und Qualitätssicherung
Die Inspektionsphilosophie unterscheidet sich grundlegend zwischen den beiden Verfahren.
Manuelle Inspektion Realität
Bei der manuellen Bearbeitung erfolgt die Prüfung in der Regel reaktiv. Die Teile werden nach dem Schneiden gemessen, oft von derselben Person, die sie bearbeitet hat.
Die Dokumentation ist begrenzt. Die statistische Prozesskontrolle ist schwierig, da Abweichungen nicht konsistent oder in Echtzeit messbar sind.
Dieser Ansatz eignet sich für einfache Aufgaben, versagt aber bei behördlichen Auflagen oder hohen Zuverlässigkeitsanforderungen.
CNC-Qualitätssysteme
CNC-Bearbeitung integriert die Inspektion in den Prozess. Messtastersysteme überprüfen die Teileposition vor dem Schneiden. Die prozessbegleitende Messung erkennt Drift frühzeitig.
Koordinatenmessgeräte validieren die Geometrie anhand digitaler Modelle, und die Daten werden zur Rückverfolgbarkeit aufgezeichnet.
Dieser datengesteuerte Ansatz ist für Erstausrüster in der Luft- und Raumfahrt sowie in der Automobilbranche unerlässlich, medizinisch, und im Energiesektor.
Umwelt- und Materialaspekte
Beide Bearbeitungsmethoden sind mit Material Herausforderungen, aber CNC bewältigt sie konsequenter.
Hart Materialien, und schwer zu bearbeitende Metalle erfordern eine präzise Steuerung von Vorschub, Geschwindigkeit und Werkzeugeingriff.
Die manuelle Bearbeitung hat es in diesen Fällen schwer, denn eine gleichmäßige Kontrolle ist körperlich anstrengend und fehleranfällig.
CNC-Maschinen stabile Schnittbedingungen aufrechtzuerhalten, was den Werkzeugverschleiß verringert und die Maßhaltigkeit verbessert.
Die Wahl zwischen CNC-Bearbeitung und konventioneller Bearbeitung
Erfahrene Ingenieure wählen ihre Verfahren nicht nach ideologischen Gesichtspunkten aus. Sie stellen praktische Fragen.
Erläuterung der wichtigsten Entscheidungsfragen
Die Teilmenge bestimmt, ob die Rüstkosten amortisiert werden können.
Die Komplexität der Geometrie entscheidet darüber, ob eine manuelle Bearbeitung überhaupt machbar ist.
Die Toleranzanforderungen bestimmen, ob die Wiederholbarkeit wichtiger ist als die Flexibilität.
Die Wiederholbarkeit wirkt sich auf die Montageausbeute und nachgelagerte Prozesse aus.
Der Zeitplan für die Lieferung hat Einfluss darauf, ob die Programmierzeit gerechtfertigt ist.
Die Anforderungen an die Prüfdokumentation machen eine manuelle Bearbeitung oft völlig überflüssig.
Diese Fragen leiten Entscheidungen in der realen Welt viel zuverlässiger als allgemeine Vergleiche.
Die Rolle von CNC-Bearbeitungsdienstleistungen in der modernen Fertigung
Die meisten OEMs können nicht jeden Maschinentyp, jedes Werkzeugsystem und jeden Spezialisten im eigenen Haus warten.
Professionell CNC-Bearbeitungsdienstleistungen existieren, um diese Komplexität aufzufangen. Sie investieren in fortschrittliche Maschinen, geschultes Personal, Inspektionssysteme und Prozesskontrolle, damit die OEMs dies nicht tun müssen.
Bei der Bewertung eines CNC-Lieferanten sollten Ingenieure nicht nur auf die Stundensätze achten. Die Fähigkeit zum Vorrichten, die Strenge der Inspektion und die Reife des Prozesses bestimmen den langfristigen Erfolg weit mehr als der Preis.
FAQs
Ist die CNC-Bearbeitung immer genauer als die konventionelle Bearbeitung?
Die CNC-Bearbeitung ist gleichmäßiger, nicht automatisch genauer. Ein geschickter Zerspaner kann enge Toleranzen bei einem einzelnen Teil manuell einhalten. Die CNC-Bearbeitung ist vorteilhaft, wenn diese Toleranzen bei vielen Teilen wiederholt werden müssen. Die Genauigkeit hängt auch von der Aufspannung, den Werkzeugen und der thermischen Kontrolle ab. Schlechte CNC-Prozesse produzieren immer noch schlechte Teile. Konsistenz ist der wahre Vorteil.
Kann die konventionelle Bearbeitung in der modernen Produktion noch eingesetzt werden?
Ja, aber ihre Rolle ist begrenzt. Die konventionelle Bearbeitung ist wertvoll für die Herstellung von Prototypen, Reparaturen und Kleinserien nach Maß. Sie ist auch für schnelle Änderungen und Nacharbeiten nützlich. Für die Großserienfertigung, bei der Wiederholbarkeit und Dokumentation erforderlich sind, ist sie jedoch nur selten geeignet. In modernen Betrieben werden oft beide Methoden strategisch eingesetzt.
Warum kostet die CNC-Bearbeitung von einfachen Teilen manchmal mehr?
Programmieren, Einrichten und Vorspannen kosten Zeit. Bei sehr einfachen Teilen kann dieser Aufwand die Bearbeitungszeit übersteigen. Die manuelle Bearbeitung kann das gleiche Teil schneller herstellen. CNC wird kosteneffektiv, wenn das Volumen oder die Komplexität die Einrichtungskosten aufwiegt. Aus diesem Grund ist die Anzahl der Teile bei Ausschreibungen wichtig.
Welche Fähigkeiten sind in der CNC-Bearbeitung am wichtigsten?
Das Verständnis der Zerspanungsphysik, die Auswahl von Werkzeugen, die Konstruktion von Spannvorrichtungen und die Prozessplanung sind wichtiger als das Drücken von Knöpfen. Programmierkenntnisse allein sind nicht genug. Gute CNC-Bearbeiter verstehen, warum ein Werkzeug versagt oder die Oberflächengüte nachlässt. Dieses Wissen verhindert Ausschuss und Ausfallzeiten.
Wie unterscheidet sich die Prüfung zwischen CNC- und manueller Bearbeitung?
Die manuelle Bearbeitung stützt sich auf Stichprobenkontrollen und Messungen durch den Bediener. Bei der CNC-Bearbeitung werden Messtaster, prozessbegleitende Prüfungen und CMM-Inspektionen integriert. Dies ermöglicht eine statistische Prozesskontrolle und Rückverfolgbarkeit. Erstausrüster verlangen oft diese Daten, was die CNC-Bearbeitung zur bevorzugten Wahl für regulierte Branchen macht.
Ist die CNC-Bearbeitung für alle Materialien geeignet?
Die meisten Materialien können mit CNC bearbeitet werden, aber nicht alle verhalten sich gleich. Weiche Kunststoffe, gehärtete Stähle und exotische Legierungen erfordern unterschiedliche Strategien. CNC-Maschinen bewältigen anspruchsvolle Materialien aufgrund der präzisen Steuerung besser. Eine schlechte Werkzeugauswahl oder Programmierung führt jedoch unabhängig vom Maschinentyp immer noch zu Fehlern.
Was sollten Einkäufer in eine Anfrage zur CNC-Bearbeitung aufnehmen?
Klare Zeichnungen, Toleranzen, Materialspezifikationen, Anforderungen an die Oberflächenbeschaffenheit, Menge und Inspektionserwartungen sind unerlässlich. Unklarheiten führen zu höheren Preisen oder Qualitätsrisiken. Gut CNC-Bearbeitungsdienstleistungen diese Informationen nutzen, um Vorrichtungen und Prozesse richtig zu gestalten. Eine detaillierte Anfrage spart Zeit und Kosten für beide Seiten.