Introducción: El papel fundamental de las tolerancias y el acabado superficial en el fresado CNC
En el ámbito de Fresado CNC, logrando el equilibrio adecuado tolerancias y acabados superficiales no es solo una cuestión de precisión, sino también un aspecto fundamental de todo el proceso de fabricación. El objetivo es producir piezas que cumplan requisitos de diseño específicos, ya se trate de componentes aeroespaciales de alta tolerancia o de superficies lisas para productos sanitarios. Sin embargo, estos resultados no siempre se consiguen simplemente siguiendo las instrucciones básicas.
Las tolerancias y los acabados superficiales son fundamentales para la funcionalidad y el rendimiento, y tomar las decisiones adecuadas sobre cómo conseguirlos puede influir en todo, desde los plazos de producción hasta los costes y la calidad. Para los ingenieros, los compradores de fabricantes de equipos originales (OEM) y los responsables de compras, comprender cómo influyen estos factores en el Proceso de fresado CNC es fundamental. Tanto si estás diseñando una pieza que requiere una tolerancia o un acabado superficial específicos como si gestionas una línea de producción que exige una alta precisión, tomar decisiones fundamentadas sobre la mejor manera de cumplir estas especificaciones puede evitar sobrecostes innecesarios, retrasos y problemas de calidad.
En este artículo, analizaremos Tolerancias en el fresado CNC y el acabado de superficies en profundidad, explicando la teoría que hay detrás de ellos, las concesiones a las que se enfrentan los ingenieros en la práctica y cómo gestionar ambos aspectos para lograr resultados óptimos. Analizaremos ejemplos prácticos, retos habituales y los procesos de toma de decisiones que se utilizan para garantizar que las piezas cumplan requisitos estrictos sin aumentar los costes.
¿Qué son las tolerancias y el acabado superficial en el fresado CNC?
Comprensión de las tolerancias en el fresado CNC
Tolerancia se refiere a la desviación admisible respecto a las dimensiones nominales de una pieza, lo que define los límites de error permitidos. En el contexto de Fresado CNC, tolerancias representar con qué precisión un máquina hay que recortar material para conseguir las dimensiones deseadas de la pieza. Por ejemplo, una tolerancia de ±0,01 mm significa que la pieza podría ser hasta 0,01 mm más pequeña o más grande que la dimensión especificada, y aun así se consideraría aceptable.
El fresado CNC permite tolerancias muy ajustadas gracias a su precisión y automatización, lo que lo hace idóneo para sectores como el aeroespacial, el automovilístico, médico, y en el ámbito de la defensa, donde es fundamental contar con una alta precisión.
Tipos de tolerancias en el fresado CNC
Tolerancias en Fresado CNC son fundamentales porque definen los límites aceptables de variación en el tamaño y la forma de una pieza. Estas tolerancias garantizan que las piezas encajen correctamente y funcionen según lo previsto, especialmente cuando se ensamblan varios componentes. Existen varios tipos de tolerancias que se utilizan en Fresado CNC, cada uno con su finalidad y aplicación específicas:
1. Tolerancia lineal:
La tolerancia lineal se refiere a la desviación admisible en el dimensiones lineales de una pieza. Es el tipo de tolerancia más habitual que se utiliza en Fresado CNC y se aplica a las mediciones realizadas en línea recta, como la longitud, la anchura o la altura. Por ejemplo, una tolerancia lineal puede definir cuánto puede variar la longitud de una pieza con respecto a su valor nominal (p. ej., ±0,01 mm). Las tolerancias lineales son esenciales para garantizar que la pieza se ajuste a las dimensiones diseñadas y se alinee con otras piezas durante el montaje. Una tolerancia lineal más ajustada implica que se requiere un mayor nivel de precisión, lo que podría afectar mecanizado tiempo y dinero.
2. Tolerancia geométrica:
La tolerancia geométrica especifica las forma, orientación y posición de las características de una pieza con respecto a otras características. Este tipo de tolerancia garantiza que la geometría de la pieza se ajuste a determinadas características ideales, tales como planicidad, paralelismo, perpendicularidady circularidad. Las tolerancias geométricas son esenciales cuando las piezas deben mantener relaciones precisas entre sí en los ensamblajes. Por ejemplo, planicidad garantiza que una superficie permanezca perfectamente nivelada, mientras que paralelismo garantiza que dos superficies permanezcan equidistantes y nunca converjan. Estas tolerancias garantizan la integridad funcional de la pieza, especialmente cuando interviene en alineaciones críticas.
3. Tolerancia de ajuste:
La tolerancia de ajuste es fundamental cuando las piezas deben encajar correctamente, como en los ensamblajes que incluyen ejes y orificios. Existen diferentes tipos de tolerancias de ajuste, entre las que se incluyen:
- Ajuste a presión: Las piezas están diseñadas para encajar a la perfección, de modo que el orificio es ligeramente más pequeño que el eje, lo que hace que se ajusten entre sí. Este método se utiliza a menudo para piezas que deben permanecer fijas sin moverse.
- Ajuste holgado: En este caso, el orificio es ligeramente más grande que el eje, lo que permite un movimiento fácil entre las piezas. Se utiliza cuando las piezas deben girar o moverse libremente unas dentro de otras.
- Ajuste de transición: Un término medio entre los ajustes con interferencia y los ajustes con holgura, en el que el orificio es ligeramente más grande o más pequeño que el eje, pero sigue permitiendo un movimiento controlado con una holgura mínima.
Las tolerancias de ajuste garantizan que las piezas se monten correctamente, con el nivel adecuado de apriete o holgura en función de la función prevista de las mismas.
4. Tolerancia superficial:
La tolerancia superficial define en qué medida la superficie de una pieza puede desviarse de su geometría ideal. A menudo se asocia con acabado superficial requisitos que influyen en el aspecto, la funcionalidad y la capacidad de interacción de la pieza con otros componentes. Las tolerancias superficiales se utilizan para controlar rugosidad o ondulación en la superficie de una pieza. Por ejemplo, una pieza puede tener una tolerancia superficial de Ra 0,8 (un valor de rugosidad), lo que significa que la superficie no debe desviarse más de 0,8 micras en ninguna dirección. Una tolerancia superficial más estricta indica un acabado más liso, lo que puede mejorar el rendimiento en determinadas aplicaciones, como la reducción de la fricción o la mejora del ajuste de las piezas de acoplamiento.
Comprender el acabado superficial en el fresado CNC:
En Fresado CNC, acabado superficial es la textura final de la superficie de una pieza tras el proceso de mecanizado está terminada. Se refiere a las pequeñas y sutiles irregularidades o marcas que quedan en una superficie del material como resultado del proceso de corte. El acabado de la superficie es importante tanto para estético y funcional razones que influyen en todo, desde el aspecto de la pieza hasta su rendimiento en la aplicación prevista.
La calidad del acabado de la superficie influye en la rendimiento general, durabilidady aspecto de la pieza, y su optimización es fundamental para obtener resultados de alta calidad en Mecanizado CNC.
¿Qué es el acabado superficial?
El acabado superficial se refiere a la rugosidad o suavidad microscópica de la superficie de una pieza. Viene determinado por la mecanizado el proceso, las herramientas de corte y los parámetros utilizados, así como el material ser mecanizado. Una vez que las herramientas de corte se han desplazado sobre la pieza de trabajo, queda marcada la textura restante altibajos a lo largo de la superficie. Estos picos y valles no suelen ser visibles a simple vista, pero pueden afectar significativamente al rendimiento de una pieza.
Acabado superficial se suele cuantificar mediante el Valor Ra (Rugosidad media), que es una medida de la altura media de las irregularidades de la superficie en un tramo determinado. El valor Ra se expresa en micrómetros (µm) o micropulgadas y ofrece una medida objetiva de la rugosidad. Cuanto menor es el valor Ra, más lisa es la superficie, lo que indica que presenta menos irregularidades.
Por ejemplo, un valor Ra de 3,2 µm podría indicar una superficie moderadamente lisa, mientras que un Valor Ra de 0,1 µm se considera excepcionalmente liso, y suele encontrarse en piezas de alta precisión.
Factores que influyen en el acabado superficial:
Hay varios factores que influyen en el acabado superficial que se obtiene durante Fresado CNC, entre otras cosas:
- Herramienta de corte:
- La elección de la herramienta de corte desempeña un papel fundamental a la hora de determinar el acabado de la superficie. Las herramientas con bordes afilados proporcionan acabados más lisos, mientras que herramientas desafiladas puede dejar superficies más rugosas.
- La elección de la herramienta de corte desempeña un papel fundamental a la hora de determinar el acabado de la superficie. Las herramientas con bordes afilados proporcionan acabados más lisos, mientras que herramientas desafiladas puede dejar superficies más rugosas.
- Parámetros de corte:
- Velocidad de corte, velocidad de alimentacióny profundidad de corte todos influyen en el acabado de la superficie. Las velocidades de corte más altas suelen producir acabados más lisos, aunque esto puede depender de la material y la herramienta utilizada.
- Velocidad de corte, velocidad de alimentacióny profundidad de corte todos influyen en el acabado de la superficie. Las velocidades de corte más altas suelen producir acabados más lisos, aunque esto puede depender de la material y la herramienta utilizada.
- Tipo de material:
- Materiales con granos finos o que sean fáciles de máquinacomo aluminio, suelen ofrecer mejores acabados superficiales. Por otro lado, los duros materiales como titanio o acero inoxidable puede que requiera más cuidado para conseguir un acabado uniforme.
- Materiales con granos finos o que sean fáciles de máquinacomo aluminio, suelen ofrecer mejores acabados superficiales. Por otro lado, los duros materiales como titanio o acero inoxidable puede que requiera más cuidado para conseguir un acabado uniforme.
- Refrigerantes y lubricación:
- Una lubricación adecuada y el uso de fluidos de corte ayudan a reducir la fricción durante mecanizado, lo que permite obtener un mejor acabado superficial. Además, refrigeran la zona de corte, reduciendo el desgaste de la herramienta y los daños térmicos en la pieza.
- Una lubricación adecuada y el uso de fluidos de corte ayudan a reducir la fricción durante mecanizado, lo que permite obtener un mejor acabado superficial. Además, refrigeran la zona de corte, reduciendo el desgaste de la herramienta y los daños térmicos en la pieza.
Importancia del acabado superficial:
El acabado de la superficie es fundamental por varias razones:
1. Funcionalidad:
- La textura de la superficie de una pieza influye directamente en su funcionalidad, sobre todo cuando las piezas están en movimiento. Por ejemplo:
- Rodamientos y piezas móviles requieren superficies lisas para minimizar la fricción, evitar el desgaste y garantizar un funcionamiento fluido.
- En aeroespacial y automoción En diversos sectores, las piezas sometidas a grandes esfuerzos deben tener un acabado superficial fino para mejorar rendimiento y longevidad.
- Fricción es un factor clave para el rendimiento de las piezas que se desplazan unas contra otras. Las superficies rugosas aumentan la fricción, lo que puede provocar un calor excesivo, desgaste y pérdida de energía. Una superficie lisa reduce esta fricción y garantiza un funcionamiento eficiente.
- Rodamientos y piezas móviles requieren superficies lisas para minimizar la fricción, evitar el desgaste y garantizar un funcionamiento fluido.
2. Estética:
- Atractivo estético es otro factor importante que depende del acabado de la superficie. Las piezas que quedan a la vista o que deben recubrirse o pintarse, como bienes de consumo, joyeríao artículos decorativos, ... requieren superficies lisas y limpias para lograr un aspecto atractivo y de alta calidad. Una superficie rugosa puede provocar un recubrimiento irregular, una mala adherencia de la pintura o un acabado poco atractivo.
- Un buen acabado superficial garantiza que las piezas tengan un aspecto y un tacto profesionales, lo que las hace más atractivas en mercados donde la apariencia es fundamental.
3. Ajuste y montaje:
- Cuando las piezas encajan, el acabado superficial puede influir en su capacidad para integrarse y funcionar correctamente con otros componentes. Por ejemplo:
- Componentes de ajuste preciso como engranajes y ejes a menudo requieren una superficie lisa para garantizar un ajuste adecuado. Una superficie rugosa puede provocar mayor desgaste y evitar que las piezas encajen o se unan correctamente.
- En automoción o conjuntos aeroespaciales, cuando las piezas deben encajar con precisión, un acabado superficial adecuado puede garantizar que las piezas funcionen según lo previsto, minimizando problemas como las vibraciones, el ruido y los fallos prematuros.
- En algunas aplicaciones, como Juntas tóricas o sellos, el acabado superficial de las piezas de acoplamiento es fundamental para evitar fugas y garantizar un funcionamiento adecuado.
- Componentes de ajuste preciso como engranajes y ejes a menudo requieren una superficie lisa para garantizar un ajuste adecuado. Una superficie rugosa puede provocar mayor desgaste y evitar que las piezas encajen o se unan correctamente.
Cómo conseguir el acabado superficial deseado:
Para conseguir un acabado superficial óptimo en una pieza es necesario controlar minuciosamente el mecanizado el proceso y el análisis del material, la herramienta y la tolerancia requerida. Se utilizan varios métodos para mejorar o perfeccionar el acabado superficial, entre ellos:
- Pulido y abrillantado:
- Después demecanizado procesos como pulido y pulido puede pulir aún más la superficie de la pieza, consiguiendo un valor Ra elevado adecuado para aplicaciones de alta precisión.
- Después demecanizado procesos como pulido y pulido puede pulir aún más la superficie de la pieza, consiguiendo un valor Ra elevado adecuado para aplicaciones de alta precisión.
- Esmerilado:
- Esmerilado se utiliza a menudo para pulir superficies después de Fresado CNC. Permite obtener acabados muy finos, especialmente en materiales duros materiales.
- Esmerilado se utiliza a menudo para pulir superficies después de Fresado CNC. Permite obtener acabados muy finos, especialmente en materiales duros materiales.
- Recubrimientos:
- La aplicación de recubrimientos como galvanoplastia o anodizado también puede mejorar el acabado de la superficie, aumentar la resistencia a la corrosión y proporcionar una textura superficial más uniforme.
- La aplicación de recubrimientos como galvanoplastia o anodizado también puede mejorar el acabado de la superficie, aumentar la resistencia a la corrosión y proporcionar una textura superficial más uniforme.
- Mecanizado por láser:
- Para acabados extremadamente finos, mecanizado por láser se puede utilizar. Ofrece un control preciso sobre la textura de la superficie y se puede aplicar sobre superficies muy duras materiales.
Normas sobre acabados superficiales
Los acabados superficiales más habituales en Fresado CNC se clasifican en grados en función de Valor Ra:
- Acabado muy rugoso (Ra = 12,5 µm a 50 µm): Se utiliza para trabajos de desbaste mecanizado donde la precisión no es tan importante.
- Acabado rugoso (Ra = 3,2 µm a 12,5 µm): Se utiliza a menudo en piezas funcionales con requisitos estéticos menos exigentes.
- Acabado medio (Ra = 0,8 µm a 3,2 µm): Se utiliza habitualmente en piezas industriales en las que se requiere una precisión y un funcionamiento moderados.
- Acabado fino (Ra = 0,4 µm a 0,8 µm): Se utiliza para piezas que requieren un buen aspecto y ciertas propiedades funcionales.
- Acabado muy fino (Ra = 0,1 µm a 0,4 µm): Se utiliza habitualmente para componentes de alta precisión con requisitos superficiales exigentes.
Para conseguir un acabado superficial de alta calidad es necesario controlar factores como la velocidad de corte, la velocidad de avance, la elección de la herramienta y el uso de refrigerante. Mecanizado si se utilizan los parámetros adecuados, se puede mejorar considerablemente el acabado final.
El proceso de fresado CNC: cómo se consiguen las tolerancias y el acabado superficial
Selección de materiales
Elegir bien material para Fresado CNC es el primer paso para garantizar que su pieza cumpla con las tolerancias y el acabado superficial requeridos. Algunos materiales, como aluminioson más fáciles de máquina y permite obtener buenas tolerancias y acabados con configuraciones de fresado estándar. Otros materiales, como titanio y acero inoxidable, requieren herramientas y parámetros más especializados para garantizar que tanto la tolerancia como el acabado superficial se mantengan dentro de las especificaciones.
Por ejemplo, acero inoxidable, al ser más duro y resistente al desgaste, requiere velocidades de corte más bajas, herramientas más rígidas y mayores fuerzas de corte, lo que puede afectar al acabado superficial que se consigue. Por otro lado, materiales como aluminio o plásticos permiten alcanzar velocidades más altas y obtener mejores acabados superficiales, pero pueden requerir herramientas y estrategias diferentes.
Configuración de la máquina CNC
Una vez que el material si se selecciona, el Máquina CNC se realiza el ajuste. Para conseguir tolerancias estrictas y un acabado superficial de alta calidad es necesario que la calibración de la máquina sea precisa. Cualquier error en el ajuste de la máquina puede afectar a las dimensiones de la pieza y a la uniformidad de su superficie.
- Selección de herramientas: El tipo de herramienta utilizada influye directamente tanto en las tolerancias como en el acabado superficial. Para trabajos de alta precisión, suelen preferirse las herramientas de metal duro, ya que ofrecen una mayor resistencia al desgaste y permiten alcanzar velocidades de corte más elevadas, especialmente en el caso de materiales más duros materiales.
- Parámetros de corte: La velocidad de corte (velocidad del husillo), la velocidad de avance y la profundidad de corte influyen en el resultado. Para obtener acabados finos, se suelen emplear velocidades de corte más bajas y una profundidad de corte reducida, mientras que los cortes en bruto pueden requerir velocidades más altas y velocidades de avance más agresivas.
- Portapiezas: Sujetar firmemente la pieza garantiza que no se mueva ni vibre durante mecanizado, lo que evita errores en las tolerancias y reduce las posibilidades de obtener un acabado superficial deficiente.
Operaciones de fresado
Una vez que el Máquina CNC está en marcha, operaciones de mecanizado como el refrentado, el contorneado, el taladrado o el ranurado. Cada una de estas operaciones debe supervisarse cuidadosamente para garantizar que la pieza se fabrica según las especificaciones adecuadas. A continuación se indican algunos factores clave que intervienen:
- Trayectoria de la herramienta: La trayectoria que sigue la herramienta de corte debe optimizarse tanto para material eliminación y acabado de la superficie. Una trayectoria de herramienta inadecuada puede dejar marcas o superficies irregulares.
- Refrigeración y lubricación: En algunos materiales, el calor generado durante mecanizado puede deformar la pieza o desgastar la herramienta. Los refrigerantes o la lubricación ayudan a mantener la material mantener la integridad y mejorar el acabado de la superficie al reducir la fricción.
- Cortes de acabado: En el caso de las piezas que requieren una alta precisión o superficies lisas, se realizan cortes de acabado con profundidades muy reducidas para alcanzar la tolerancia y el acabado finales deseados.
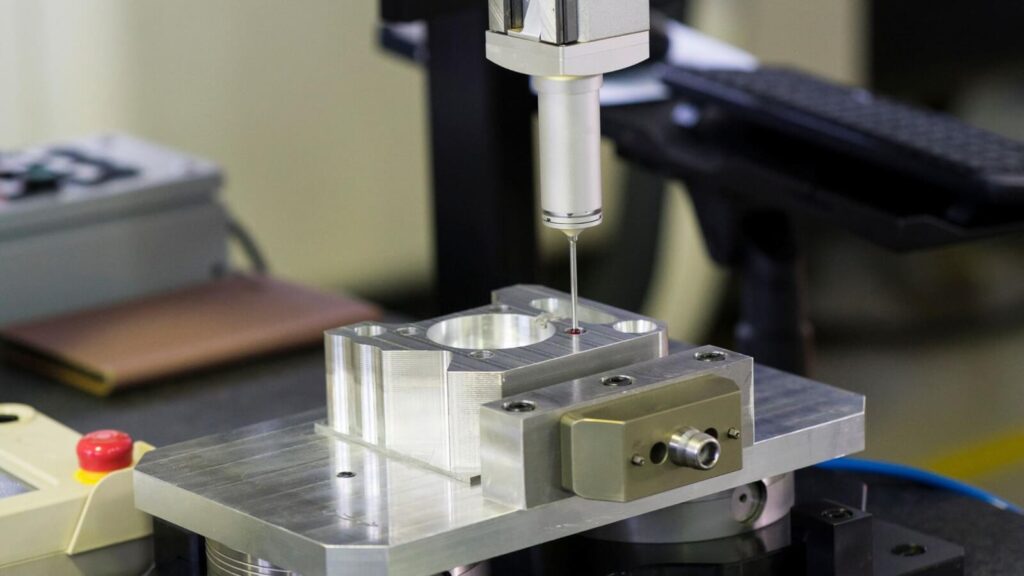
Inspección y control de calidad
Una vez mecanizada la pieza, se somete a una inspección para garantizar que cumple con las tolerancias y el acabado superficial especificados. Máquinas de medición por coordenadas (CMM) se utilizan a menudo para comprobaciones dimensionales, mientras que profilómetros puede medir la rugosidad de la superficie. Si la pieza no cumple con las especificaciones, se deben realizar ajustes en el máquina Es posible que sea necesario realizar ajustes o utilizar herramientas.
Entre las herramientas de inspección más habituales se encuentran:
- Micrómetros y calibres para las dimensiones lineales.
- Medidores de altura para mediciones verticales.
- Medidores de rugosidad superficial para medir la calidad del acabado superficial.
Situaciones reales en el sector manufacturero: toma de decisiones y compensaciones
Mecanizado de componentes aeroespaciales
En la industria aeroespacial, las piezas deben cumplir con tolerancias extremadamente estrictas (a menudo de ±0,005 mm o menos) y presentar acabados superficiales de alta calidad. Cuando mecanizado componentes de titanio o Inconel, los ingenieros deben encontrar un equilibrio entre la duración del ciclo y el desgaste de las herramientas. El titanio, por ejemplo, requiere velocidades de corte más bajas para evitar el sobrecalentamiento, lo que puede afectar al tiempo de producción.
- Decisión: Priorice la vida útil de las herramientas y la calidad del acabado superficial, aunque ello suponga unos costes operativos más elevados. Utilice herramientas avanzadas de metal duro y ajuste los parámetros de corte para encontrar el equilibrio entre alta precisión y desgaste de la herramienta.
Fabricación de productos sanitarios
Productos sanitarios componentes, como implantes o instrumentos quirúrgicos, requieren no solo tolerancias estrictas, sino también un acabado superficial muy fino para garantizar su biocompatibilidad y funcionalidad. Materiales como acero inoxidable o titanio se utilizan con frecuencia, pero para conseguir un acabado fino es necesario controlar con precisión la velocidad de corte, las velocidades de avance y la elección de la herramienta.
- Decisión: Implementar un proceso de varias pasadas mecanizado Estrategia basada en velocidades de avance más lentas y herramientas de alta calidad para conseguir el acabado superficial requerido sin comprometer la calidad de la pieza. Es necesario supervisar de cerca el desgaste de las herramientas para evitar imprecisiones dimensionales.
Fabricación de piezas para el sector de la automoción
En el caso de las piezas de automóvil, como bloques de motor o corchetes, las piezas deben cumplir con las tolerancias estándar (normalmente dentro de un margen de ±0,1 mm), y se requiere un buen acabado superficial para garantizar su funcionalidad, especialmente en componentes móviles como los pistones. Materiales como hierro fundido o aluminio se suelen utilizar.
- Decisión: Prioriza la rapidez y la rentabilidad utilizando mayores velocidades de avance y herramientas de grano más grueso para cortes de desbaste. Los cortes de acabado se realizan con herramientas más finas para conseguir el acabado superficial deseado.
Compromisos y limitaciones en las tolerancias y el acabado superficial del fresado CNC
1. Tolerancias frente al tiempo de ciclo
En Mecanizado CNC, tolerancia se refiere a la desviación permitida respecto a las dimensiones o la geometría deseadas de una pieza. Unas tolerancias más estrictas implican que la pieza debe fabricarse con mayor precisión mecanizado, lo que exige ajustes más precisos durante el proceso de fabricación. Esto repercute directamente en duración del ciclo y costes de producción.
Repercusión en el tiempo de ciclo:
- Tolerancias más estrictas más información herramientas de precisión y velocidades de corte más lentas para alcanzar la precisión deseada. En consecuencia, la máquina debe realizar más pasadas o cortes más finos para garantizar que cada característica de la pieza se encuentre dentro de los límites especificados. Por ejemplo, si la tolerancia se reduce de ±0,1 mm a ±0,01 mm, la máquina deben moverse con mayor precisión y a velocidades más lentas, lo que se traduce en tiempos de ciclo más largos.
- Con tolerancias más estrictas, el de la máquina A menudo es necesario reducir las velocidades de avance, lo que disminuye la rapidez con la que el material se elimina. Las velocidades de corte más lentas generan menos calor y mejoran la precisión de la pieza, pero también aumentan el tiempo que se tarda en completar cada pieza.
- Además, herramientas más precisas es necesario, lo que a menudo aumenta el costes de utillaje. Herramientas de mayor calidad, como carburo o PCD Los insertos suelen ser necesarios para alcanzar la alta precisión que exigen las tolerancias estrictas. Estas herramientas especializadas pueden desgastarse más rápidamente, lo que aumenta los costes y reduce la eficiencia de la producción.
Encontrar el equilibrio:
- En entornos de producción a gran escala, es fundamental encontrar un equilibrio entre tolerancia deseada y duración del ciclo. Es posible que se requieran tolerancias excesivamente estrictas para piezas críticas (por ejemplo, en el sector aeroespacial o médico (aplicaciones), pero en el caso de aplicaciones menos exigentes, unas tolerancias ligeramente más holgadas pueden reducir considerablemente los tiempos de ciclo y los costes de producción.
- Fabricantes A menudo hay que valorar si el tiempo y el coste adicionales que supone mantener una tolerancia estricta compensan las ventajas que aporta al rendimiento o la funcionalidad de la pieza. Por ejemplo, una pieza con una tolerancia de ±0,1 mm puede funcionar igual de bien en determinadas aplicaciones que otra con una tolerancia de ±0,01 mm, sin necesidad de dedicar un tiempo excesivo al mecanizado ni de provocar un desgaste excesivo de las herramientas.
2. Acabado superficial frente a vida útil de la herramienta
El acabado superficial se refiere a la textura de la superficie de una pieza, y conseguir un acabado superficial fino puede afectar de manera significativa al rendimiento, la estética y la funcionalidad de la pieza. Sin embargo, existe un compromiso entre conseguir un buen acabado superficial y vida útil de la herramienta.
Cómo conseguir un acabado superficial fino:
- Para lograr un superficie lisa (con un bajo Valor Ra, como 0,1–0,5 µm), el mecanizado este proceso suele requerir velocidades de corte más lentas, cortes más ligerosy varias pasadas a lo largo de material. Estos ajustes permiten que la herramienta de corte refine gradualmente la superficie y elimine material de manera uniforme.
- Las velocidades de corte más bajas y los cortes más ligeros reducen la acumulación de calor y minimizan el desgaste de la herramienta, pero también alargan el tiempo necesario para máquina esa parte, lo que da lugar a un aumento de duración del ciclo.
- Pases adicionales u operaciones de acabado, tales como pulido o esmerilado, a veces son necesarios para mejorar el acabado superficial, especialmente en el caso de componentes de alta precisión.
Duración de la herramienta:
- Aunque las velocidades de corte lentas y las pasadas múltiples pueden mejorar el acabado de la superficie, también provocan mayor desgaste de la herramienta. Las herramientas de corte se desgastan más abrasión y fricción cuando se realizan cortes más ligeros o cuando se utilizan durante periodos más prolongados, lo que acaba reduciendo su vida útil.
- En material que se está mecanizando también influye de manera significativa en el desgaste de las herramientas. Cuanto más duro materiales, como el titanio o los aceros con alto contenido en carbono, pueden provocar un desgaste más rápido de la herramienta, incluso cuando se utilizan velocidades de corte más bajas.
- En la producción a gran escala, sustitución de herramientas y mantenimiento puede resultar costoso. Para optimizar tanto el acabado superficial como la vida útil de la herramienta, los fabricantes suelen tener que encontrar el mejor equilibrio. Por ejemplo, pueden optar por ajustar los parámetros de corte (por ejemplo, utilizar velocidades de corte más altas en combinación con recubrimientos para herramientas) para prolongar la vida útil de la herramienta sin dejar de obtener un acabado superficial aceptable.
Encontrar el equilibrio:
- En sectores como automoción o fabricación de dispositivos médicos, donde tanto el acabado superficial como la vida útil de la herramienta son fundamentales, trayectorias de herramienta optimizadas y recubrimientos avanzados se utilizan para prolongar la vida útil de la herramienta sin comprometer la calidad de la superficie.
- En la producción a gran escala, la elección entre calidad de la superficie y vida útil de la herramienta a menudo depende de los requisitos específicos de cada pieza. Las piezas con requisitos menos estrictos en cuanto al acabado superficial pueden admitir un proceso más rápido mecanizado velocidades, lo que prolonga la vida útil de la herramienta, mientras que las piezas que requieren un acabado especular pueden exigir velocidades de corte más lentas, a costa de un mayor desgaste de la herramienta.
3. Elección del material frente a la complejidad del mecanizado

El material elegido para una pieza influye de manera significativa tanto en mecanizado complejidad y costes de producción. La elección del material determina el mecanizado parámetros, herramientas de corte y dificultad general del Proceso de fresado CNC.
Materiales más duros:
- Materiales más duros, como titanio, acero inoxidabley aceros para herramientas, suelen elegirse por su fuerza, resistencia a la corrosióny rendimiento a altas temperaturas. Estos materiales son esenciales para aplicaciones críticas, como la industria aeroespacial, la automoción y sectores médicos.
- Sin embargo, mecanizado más difícil materiales plantea importantes retos. Ellos requiere herramientas especializadascomo placas de carburo o cerámica, para soportar la abrasión y el calor que se generan durante el corte.
- Más duro materiales también requieren velocidades de corte más lentas y velocidades de avance reducidas para evitar daños en la herramienta y una acumulación excesiva de calor, lo que aumenta tiempos de ciclo. En mecanizado Es posible que el proceso requiera varias pasadas para eliminar material de manera eficiente y lograr la geometría deseada, lo que contribuye aún más a aumentar tiempo de producción y costes.
- La dificultad de mecanizado más difícil materiales también puede dar lugar a mayor desgaste de las herramientas, lo que obliga a cambiar las herramientas con mayor frecuencia, lo que se suma a mantenimiento y tiempo de inactividad costes.
Materiales más blandos:
- Materiales más suaves, como aluminio, plásticoso latón, son mucho más fáciles de máquina, lo que requiere menos fuerza y mayores velocidades de corte. Los materiales más blandos suelen generar menos calor, lo que reduce el riesgo de desgaste de la herramienta y alarga su vida útil.
- Más suave materiales se suelen elegir para aplicaciones en las que reducción de peso, rentabilidado facilidad de mecanizado son las consideraciones principales. Se utilizan habitualmente en productos de consumo, componentes de automoción y piezas no críticas de maquinaria industrial.
- Al mecanizar materiales blandos materiales aunque pueden resultar más rentables y rápidas, es posible que no ofrezcan la misma durabilidad, fuerzao resistencia a la corrosión necesario para determinadas aplicaciones de alto rendimiento. Por lo tanto, las propiedades del material deben ajustarse a los requisitos funcionales de la pieza.
Encontrar el equilibrio:
- Selección de materiales implica comprender el ventajas e inconvenientes entre maquinabilidad y requisitos funcionales. Si un material es demasiado blando, es posible que no ofrezca la resistencia necesaria para la aplicación prevista de la pieza. Si un material es demasiado duro, el aumento de mecanizado La complejidad puede traducirse en mayores costes y plazos de entrega más largos.
- La elección de material debería guiarse por la pieza uso previsto, las propiedades deseadas y las limitaciones de fabricación. Por ejemplo, aunque aluminio puede ser una opción excelente para piezas ligeras, una pieza que requiera alta resistencia y resistencia a la corrosión, como en el caso de una aplicación aeroespacial, podría requerir el uso de titanio, a pesar del aumento mecanizado complejidad y coste.
Conclusión: Dominar las tolerancias y el acabado superficial en el fresado CNC
Lograr el equilibrio adecuado entre Tolerancias en el fresado CNC y acabado superficial es fundamental para fabricar piezas de alta calidad en cualquier sector. Al tener en cuenta cuidadosamente factores como material características, herramientas, mecanizado parámetros y objetivos de producción, los fabricantes pueden optimizar sus procesos en cuanto a eficiencia, costes y calidad. Tanto si trabajas con componentes aeroespaciales, productos sanitarios, o piezas de automóvil, comprendiendo las ventajas y desventajas y las limitaciones de Fresado CNC Esto contribuirá a garantizar que sus piezas cumplan con las especificaciones requeridas y funcionen según lo previsto.
Al aprovechar la información que se ofrece en este artículo, los ingenieros, los compradores de fabricantes de equipos originales y los responsables de compras pueden tomar mejores decisiones a la hora de seleccionar materiales, definiendo mecanizado parámetros y la optimización de los procesos de producción, tanto en lo que respecta a las tolerancias como al acabado superficial.
FAQS
1. ¿Cuál es la tolerancia habitual que se puede alcanzar en el fresado CNC?
El fresado CNC puede alcanzar tolerancias de hasta ±0,005 mm (5 micras) en piezas de alta precisión, aunque las tolerancias estándar suelen rondar los ±0,1 mm. La tolerancia real que se puede alcanzar depende de factores como el material, las herramientas, la precisión de la máquina y la complejidad de la pieza.
2. ¿Cómo puedo mejorar el acabado superficial de mis piezas fresadas con CNC?
Para mejorar el acabado superficial, utilice herramientas más finas, velocidades de corte más bajas y avances reducidos, y asegúrese de que la pieza esté bien sujeta. El uso de un refrigerante de alta calidad y la realización de pasadas de acabado con cortes ligeros pueden mejorar aún más la calidad de la superficie.
3. ¿Cómo influyen los parámetros de mecanizado en la tolerancia y el acabado superficial?
Los parámetros de mecanizado, como la velocidad de corte, la velocidad de avance y la profundidad de corte, influyen directamente tanto en las tolerancias como en el acabado superficial. Las velocidades de corte y las profundidades de corte más elevadas suelen dar lugar a acabados más rugosos, mientras que las velocidades más lentas y los cortes menos profundos mejoran la calidad de la superficie, aunque pueden aumentar los tiempos de ciclo.
4. ¿Cuáles son los retos que plantea el mantenimiento de tolerancias estrictas en el fresado CNC?
Entre los retos se encuentran el desgaste de las herramientas, la calibración de la máquina, las propiedades del material y la acumulación de calor durante el corte. Mantener la uniformidad y evitar variaciones en estos factores es fundamental para lograr tolerancias estrictas.
5. ¿Por qué es importante el acabado superficial en el fresado CNC?
El acabado superficial influye en la funcionalidad, el aspecto y el rendimiento de la pieza. En el caso de las piezas sujetas a fricción o que requieren un ajuste preciso (por ejemplo, engranajes o cojinetes), una superficie lisa reduce el desgaste y aumenta la vida útil. En los componentes médicos o estéticos, el acabado superficial es fundamental para el aspecto y la biocompatibilidad.