Já alguma vez enviou um desenho para Fresagem CNC apenas para receber de volta peças demasiado caras ou que não servem? Muitos designers enfrentam este problema. Fresagem CNC utiliza ferramentas controladas por computador para cortar formas precisas de blocos de metal ou plástico. Os maus desenhos provocam vibrações, quebras de ferramentas ou passos adicionais que fazem aumentar os preços.
Neste guia, aprenderá regras de conceção simples mas poderosas para Peças de fresagem CNC. Abordamos conceitos básicos como a espessura da parede e os cantos, além de dicas avançadas sobre maquinagem de 5 eixos e cortes inferiores. Estas regras ajudam-no a criar peças que são maquinadas rapidamente e que funcionam bem em condições reais de utilização. Bons designs podem reduzir os custos em 20-40% e reduzir os erros, com base em relatórios da indústria de 2025-2026 de fontes como Manufacturing Tomorrow e Best in Parts. Acompanhe-o para fazer melhores escolhas para os seus projectos nos sectores aeroespacial e automóvel, médico, e muito mais. Quando estiver pronto, experimente um Serviço de fresagem CNC para obter um feedback rápido sobre os seus ficheiros.
O que é a fresagem CNC e porque é que as regras de design são importantes?
Fresagem CNC é um processo de fabrico subtrativo em que uma máquina controlada por computador utiliza ferramentas de corte rotativas para remover material a partir de um bloco sólido (designado por peça de trabalho ou stock) até se obter a forma desejada da peça. Começa-se com uma peça de metal, plástico ou compósito - frequentemente um tarugo retangular - e a máquina corta com precisão o excesso material camada a camada ou em trajectos programados.
Este método produz peças altamente precisas e repetíveis com excelentes acabamentos de superfície e tolerâncias apertadas, tornando-o ideal para protótipos, produção de baixo a médio volume e geometrias complexas em indústrias como a aeroespacial e a automóvel, dispositivos médicos, e eletrónica.
Como funciona o processo passo a passo
O moderno Processo de fresagem CNC em 2026 segue uma sequência clara, misturando a conceção digital com a maquinagem física:
- Criar um modelo CAD - Desenha-se a peça num software CAD 3D (como o SolidWorks, Fusion 360 ou Onshape). Este modelo digital define todas as dimensões, caraterísticas e tolerâncias.
- Gerar instruções CAM - O software CAM (Computer-Aided Manufacturing) converte o modelo CAD em percursos de ferramentas. Calcula as ferramentas a utilizar, as velocidades do fuso, as taxas de avanço, as profundidades de corte e as sequências de movimento. Isto dá origem a um código G (ou instruções semelhantes legíveis por máquina) que diz à fresadora CNC exatamente o que fazer.
- Configuração da máquina - O operador fixa a matéria-prima material na mesa da máquina utilizando tornos, pinças, fixações de vácuo ou mordentes macios personalizados. As ferramentas (fresas de topo, fresas esféricas, brocas, etc.) são carregadas no fuso ou no trocador de ferramentas. A máquina é colocada em zero (pontos de referência definidos) para que os movimentos se alinhem perfeitamente com o sistema de coordenadas CAD.
- Execução da maquinagem - O fuso gira (tipicamente 1.000-20.000+ RPM dependendo de material e ferramenta) enquanto a mesa (ou o fuso em algumas máquinas) se desloca nos eixos X, Y e Z (mais rotações em configurações de 4/5 eixos). A ferramenta remove material em passagens de desbaste (grande remoção de material) seguidas de passagens de acabamento (cortes ligeiros para superfícies lisas). O líquido de refrigeração ou a névoa inundam a zona de corte para reduzir o calor, eliminar as aparas e prolongar a vida útil da ferramenta.
- Inspeção e acabamento - Após a maquinagem, a peça é rebarbada, medida (utilizando paquímetros, máquinas de medição por coordenadas ou calibres) e, frequentemente, pós-processada (anodização, passivação, decapagem, etc.).
Em 2026, avanços como a otimização do percurso da ferramenta nativa da IA, gémeos digitais para simulação em tempo real e centros híbridos de fresagem-torneamento tornam o processo mais inteligente - prevendo o desgaste da ferramenta, ajustando os avanços automaticamente e minimizando as configurações.
O líquido de refrigeração desempenha um papel fundamental: evita a formação de arestas nas ferramentas (especialmente no alumínio), controla a expansão térmica e limpa as aparas para evitar o recorte ou o encravamento da ferramenta.
Porque é que as regras de design são importantes (e porque é que o ajudam)
As regras de conceção existem porque Fresagem CNC tem restrições físicas e mecânicas. O processo prima pela precisão, mas pune os projectos que ignoram a física da ferramenta, os limites da máquina ou material comportamento.
- As regras correspondem às capacidades reais da máquina - As ferramentas são redondas, pelo que os cantos internos afiados são impossíveis sem operações secundárias (como EDM ou corte por fio), o que aumenta o custo e o tempo. As paredes finas vibram sob as forças de corte, causando um acabamento superficial deficiente, erros dimensionais ou quebra da ferramenta.
- Previnem problemas comuns - Os cantos afiados concentram a tensão nas ferramentas, provocando estilhaçamento ou desgaste rápido. As bolsas profundas retêm as aparas e o calor, deformando as peças ou embotando as fresas. As tolerâncias demasiado apertadas obrigam a velocidades mais lentas, mais inspecções e taxas de refugo mais elevadas.
- Proporcionam benefícios reais - As regras seguintes podem reduzir o tempo de maquinagem em 20-50%, reduzir o consumo de ferramentas, diminuir material desperdício e melhorar a resistência da peça. Nas carcaças de transmissão automotiva, as profundidades e raios otimizados das cavidades reduziram os tempos de ciclo em 35%, mantendo os alinhamentos apertados dos furos.
- Impacto económico - Os maus designs aumentam os custos através de configurações extra, ferramentas especiais, retrabalho ou mesmo redesenhos completos. Uma análise industrial de 2025-2026 mostra que a adesão ao DFM (Design for Manufacturability) reduz o custo global da peça em 20-40% e os prazos de entrega significativamente.
Dica profissional - Comece sempre a pensar no tamanho da ferramenta no início do projeto. Ferramentas de maior diâmetro e mais curtas (maior rigidez) cortam mais depressa, produzem melhores acabamentos e custam menos por peça. Uma fresa de topo de 1/2 polegada remove material muito mais rapidamente e com menos deflexão do que uma de 1/8 de polegada - utilize a maior ferramenta prática sempre que a geometria o permitir.
Quando se aplicam estas regras desde o início, as peças trabalham de forma fiável, chegam a tempo e têm o desempenho pretendido. Se estiver a preparar um projeto, considere a possibilidade de o submeter a um Serviço de fresagem CNC para um feedback DFM instantâneo - detecta os problemas antes de os colocar em produção.
Principais restrições na conceção da fresagem CNC
Fresagem CNC dá-lhe uma grande liberdade de conceção, mas tem limites inerentes às ferramentas, à máquina e à forma como material é removido. Estas restrições provêm da física e da mecânica - não do software ou da imaginação. Ignorá-las leva a redesenhos, custos extra, quebras de ferramentas, acabamentos pobres ou peças que não podem ser feitas. Compreendê-las antecipadamente poupa tempo e dinheiro.
As duas maiores categorias de restrições são geometria da ferramenta (o que o cortador pode e não pode fazer fisicamente) e acesso a ferramentas (se a ferramenta pode alcançar fisicamente o ponto que precisa de cortar). Em 2026, mesmo com máquinas avançadas de 5 eixos e percursos optimizados por IA, estes limites fundamentais continuam a aplicar-se.
Limites de geometria da ferramenta
A maioria Ferramentas de fresagem CNC-fresas de topo, fresas de esferas, brocas - são cilíndricas. As arestas de corte seguem um caminho redondo. Esta forma é diretamente transferida para a sua peça.
- Os cantos internos afiados são impossíveis com ferramentas normais - Cada canto interno terá um raio pelo menos igual ao raio da ferramenta (ou raio da ponta). Uma fresa de topo de 1/4 de polegada (6,35 mm) deixa um raio mínimo de 1/8 de polegada (3,175 mm) no canto. Um canto interno de 90 graus perfeitamente afiado exigiria uma ferramenta quadrada ou de perfil de 90 graus, que não existe em ferramentas CNC rotativas.
- Porque é que isto acontece - A ferramenta gira em torno do seu eixo central. Não pode cortar uma aresta interior afiada sem deixar um filete. Tentar forçar um raio mais pequeno do que o diâmetro da ferramenta significa utilizar uma fresa minúscula e frágil, que se desvia, vibra, parte facilmente e abranda drasticamente a produção.
- Impacto prático - Em bolsas ou cavidades, todas as arestas verticais interiores são arredondadas. Os cantos afiados concentram a tensão na ponta da ferramenta, causando lascas, desgaste rápido ou marcas de vibração na peça. Em peças mais duras materiais como o aço inoxidável ou o titânio, este facto acelera a falha da ferramenta.
- Soluções alternativas e melhores práticas - Projetar raios internos pelo menos 1-1,3 vezes o raio esperado da ferramenta (recomendação comum nos guias 2025-2026). Por exemplo, planeie um raio de 0,125 polegadas se utilizar uma fresa de topo de 1/4 de polegada - isto permite que a ferramenta passe suavemente pelo canto sem parar ou sobrecarregar. Se necessitar de uma nitidez aparente para o ajuste ou para a aparência, utilize cortes de alívio do tipo dogbone (ou T-bone): alargue ligeiramente o bolso nos cantos para que uma ferramenta maior possa entrar e deixar apenas uma pequena linha de testemunho.
- Exemplo real - Em dispositivo médico Para a construção de caixas com bolsas internas apertadas, os projectistas especificaram inicialmente raios de canto de 0,010 polegadas. As oficinas tiveram de mudar para microferramentas, que se partiam frequentemente e triplicavam o tempo de ciclo. A mudança para raios de 0,050 polegadas permitiu o uso de fresas de topo padrão de 1/8 polegadas, reduzindo o tempo em 40% e melhorando o acabamento da superfície.
Dica profissional - Sobredimensione sempre os raios internos ligeiramente para além do raio da ferramenta. Isto permite que o software CAM gere movimentos circulares de entrada/saída em vez de curvas acentuadas de 90 graus, reduzindo a vibração e melhorando a vida útil da ferramenta em 30-50% em muitos casos.
Problemas de acesso a ferramentas
A ferramenta deve alcançar fisicamente todas as superfícies que precisa de cortar. Na fresagem básica de 3 eixos, a fresa aproxima-se maioritariamente de cima (linha de visão de cima para baixo). Qualquer coisa escondida por baixo de uma saliência, atrás de uma parede ou no fundo de um canal estreito cria problemas.
- Limitação da linha de visão - As fresadoras verticais padrão não conseguem alcançar caraterísticas a menos que haja um caminho vertical ou quase vertical claro a partir da direção de aproximação da ferramenta. Cavidades profundas, cavidades fechadas ou caraterísticas em várias faces não adjacentes requerem que a peça seja virada e re-ajustada - cada virada acrescenta erro de alinhamento (normalmente 0,001-0,005 polegadas) e tempo.
- Caraterísticas profundas e problemas de alcance - As ferramentas longas necessárias para bolsas profundas perdem rigidez. A deflexão aumenta com o comprimento (regra geral: manter o comprimento da ferramenta < 4-5× diâmetro para evitar vibrações). Ranhuras ou furos profundos e estreitos amplificam este fenómeno - a curvatura da ferramenta causa afunilamento, mau acabamento e furos fora de tolerância.
- Rebaixos e saliências - Caraterísticas onde material “salientes” na abertura (como ranhuras internas ou ranhuras em T) bloqueiam o acesso direto. A haste da ferramenta é mais larga do que o diâmetro de corte, pelo que não pode passar por pequenas aberturas para alcançar áreas escondidas. Isto requer ferramentas especiais (fresas de ranhuras em T, fresas de pirulito, fresas de cauda de andorinha) ou capacidade de 5 eixos.
- Porque é que as viragens e as ferramentas especiais prejudicam - Múltiplas configurações acumulam tolerância. As ferramentas especiais são caras, desgastam-se mais rapidamente e necessitam de uma programação precisa para evitar colisões. Em produções de grande volume, as configurações adicionais podem acrescentar horas por lote.
- Quando o eixo 5 ajuda (e quando não ajuda) - As máquinas de 5 eixos inclinam e rodam a ferramenta ou a peça, dando acesso a caraterísticas angulares ou de rebaixamento numa única configuração. Mas mesmo os 5 eixos têm limites: as cavidades estreitas e muito profundas continuam a necessitar de ferramentas longas (risco de deflexão) e os cortes inferiores extremos podem continuar a exigir EDM ou montagem. Os 5 eixos também custam mais por hora e necessitam de CAM avançada.
- Exemplo real - Um suporte aeroespacial tinha cortes inferiores internos para redução de peso. Em 3 eixos, eram necessárias 4 configurações e ferramentas de pirulito - tempo de ciclo de 45 minutos por peça, pausas frequentes. Redesenhado para maquinação simultânea de 5 eixos: configuração única, fresas de esferas standard, tempo de ciclo reduzido para 18 minutos, melhor acabamento, zero falhas de ferramentas.
Dica profissional - Conceber tendo em conta a “folga de acesso à ferramenta”: manter um ângulo de aproximação de pelo menos 10-15° para o porta-ferramentas e o nariz do fuso. Evite encaixar caraterísticas profundas dentro de outras caraterísticas profundas sem cortes de alívio ou janelas de acesso. Para peças complexas, execute uma simulação rápida do percurso da ferramenta no CAM antecipadamente - se mostrar zonas de colisão vermelhas ou exigir ferramentas de longo alcance excessivas, simplifique a geometria.
Conhecer estas duas restrições principais - geometria da ferramenta e acesso à ferramenta - permite-lhe conceber peças que as máquinas adoram em vez de combaterem. Quando as respeita, os orçamentos baixam, os prazos de entrega diminuem e as peças saem corretas à primeira. Se o seu desenho ultrapassa estes limites, carregue-o para um Serviço de fresagem CNC para um feedback DFM instantâneo - assinalam os problemas de geometria antes de encomendar ferramentas ou material.
Diretrizes de design CNC para peças melhores

Siga estas diretrizes para criar peças que sejam fáceis, rápidas e económicas de fresar. Estas diretrizes provêm da experiência real das oficinas e das normas 2026 actuais de serviços como Protolabs, Hubs (agora Protolabs Network), HLH Rapid e outros. Quando se desenha com estes padrões em mente, evitam-se problemas comuns como quebra de ferramentas, mau acabamento, configurações extra e custos elevados. As oficinas podem trabalhar as suas peças com mais facilidade e obtém melhores resultados em menos tempo.
Estas sugestões abrangem as caraterísticas mais importantes: cavidades e bolsas, arestas e cantos internos, paredes finas, orifícios, roscas, pequenas caraterísticas, tolerâncias e texto/letras. Aplique-as logo no início do seu trabalho CAD.
Cavidades e bolsas
As cavidades e os bolsos são áreas rebaixadas na sua peça. Mantenha-as simples para maquinar bem.
Mantenha a profundidade do compartimento pouco profunda - idealmente abaixo de 4 vezes a largura do compartimento (relação profundidade/largura de 4:1 ou menos). Muitas lojas recomendam 3:1 a 4:1 como seguro para a maquinação padrão; ir mais fundo aumenta a deflexão da ferramenta, a acumulação de aparas e os problemas de calor.
As bolsas profundas prendem as aparas e aquecem a ferramenta e a peça, causando deformação, mau acabamento superficial ou desgaste da ferramenta. Em peças mais duras materiais como o aço inoxidável, isto leva a uma falha mais rápida da ferramenta.
- Utilize profundidades escalonadas para áreas muito profundas: desbaste em camadas, diminuindo gradualmente para manter o esforço da ferramenta baixo e controlar o calor.
- Adicione raios aos pisos e paredes dos bolsos: faça-os corresponder ao tamanho da sua ferramenta (recomenda-se pelo menos 1/3 da profundidade) para obter percursos de ferramenta suaves e uma melhor evacuação das aparas.
Em dispositivo médico os projectistas mudaram de bolsas simples profundas para bolsas rasas escalonadas com raios de piso adequados. O tempo de ciclo baixou cerca de 30% e as peças mantiveram-se planas sem endireitamento adicional.
Dica profissional: Para bolsos mais profundos do que 4x a largura, alargar a abertura superior ou acrescentar janelas de acesso. Isto permite que as ferramentas maiores e mais rígidas cheguem ao fundo sem as frágeis de longo alcance.
[Sugerir imagem/infografia: Diagrama de vista lateral comparando uma caixa de profundidade 4:1 com uma caixa de profundidade escalonada com trajectórias de ferramenta apresentadas]
Arestas e cantos internos
Os cantos internos são onde as paredes encontram bolsos ou elementos interiores. Os cantos interiores afiados causam grandes problemas.
Adicione curvas (raios) a todos os cantos interiores. Faça corresponder o raio ao tamanho da sua ferramenta - procure obter pelo menos 1/3 da profundidade da cavidade ou 1-1,3 vezes o raio da ferramenta (por exemplo, raio de 1 mm se utilizar uma ferramenta pequena de 3 mm; muitos guias recomendam 1,3x o raio da ferramenta como melhor prática).
Vantagens: Menos desgaste da ferramenta, acabamentos mais suaves, vibração reduzida e maior vida útil da ferramenta.
Contras: Altera ligeiramente o aspeto afiado - se necessitar de nitidez aparente para encaixe ou montagem, utilize cortes de alívio dogbone (ou T-bone): estenda pequenos bolsos circulares nos cantos para que uma ferramenta maior possa limpar toda a aresta, escondendo o corte extra no interior.
Uma empresa de robótica redesenhou suportes com raios de ferramenta de 1,3x em vez de cantos apertados. A quebra da ferramenta foi reduzida para metade e a qualidade da superfície melhorou - sem mais marcas de vibração nas faces de contacto.
Conselhos de especialistas: Para os filetes de osso de cão, centre-os a uma distância √(R² / 2) do canto para obter a folga mais limpa e menos visível.
Paredes finas
As paredes finas são secções altas ou estreitas que se dobram sob forças de corte.
Fazer paredes suficientemente espessas: metais (como alumínio ou inoxidável) necessitam de um mínimo de 0,8 mm; os plásticos (ABS, nylon, PEEK) necessitam de 1,5 mm ou mais. Algumas fontes referem que é viável até 0,5 mm em alumínio em condições ideais, mas 0,8 mm é a base de referência fiável.
As paredes altas e finas vibram - adicione nervuras, reforços ou torne-as mais largas na base para obter rigidez. As paredes finas também se deformam devido ao calor durante a maquinagem ou às tensões residuais após a remoção da fixação.
Nos suportes aeroespaciais, os engenheiros utilizaram paredes de 0,8 mm com suportes de nervuras internas. As peças mantiveram tolerâncias apertadas (±0,05 mm) e passaram nos testes de vibração sem distorção.
Dica profissional: Mantenha a relação altura/espessura abaixo de 4:1-5:1 para a maioria dos metais (até 10:1 é possível com cuidado). Se for necessário reduzir a espessura para poupar peso (por exemplo, 0,5 mm em alumínio), utilize cortes ligeiros “sussurrantes”, percursos de ferramentas adaptáveis e fixações rígidas.
Furos
Os furos unem peças ou montam elementos de fixação. Concebê-los para ferramentas padrão.
Utilize tamanhos de broca comuns como 3 mm, 6 mm ou equivalentes imperiais - as lojas têm-nos em stock, pelo que não são necessárias ferramentas personalizadas. Limite a profundidade a 4 vezes o diâmetro para uma perfuração fácil e precisa (alguns permitem até 10 vezes com ciclos de perfuração; para além disso, considere a perfuração com pistola ou com broca).
- Adicione chanfros (chanfros de 45°, 0,2-0,5 mm) nas entradas dos furos para uma rebarbação limpa e uma fácil inserção dos parafusos.
- Os furos cegos necessitam de fundos planos - utilize fresas de topo ou brocas de fundo plano em vez de brocas helicoidais pontiagudas (as brocas normais deixam fundos cónicos).
Acessórios para automóveis com tamanhos de furo padrão e profundidade de 4:1 maquinados 25% mais rapidamente - sem necessidade de ciclos especiais de perfuração ou brocas de pistola.
Conselhos de especialistas: Para profundidades superiores a 10 vezes o diâmetro, considere a possibilidade de efetuar uma perfuração de ponta a ponta ou mude para a perfuração de precisão. Os furos pequenos muito profundos podem necessitar de EDM se as tolerâncias forem apertadas.
Fios
As roscas permitem que as peças se enrosquem firmemente.
Comece com tamanhos maiores, como M6 ou superior - as roscas mais pequenas (M3 e inferiores) são frágeis, lentas a roscar/fresar e podem partir-se. O M6 é frequentemente o mínimo recomendado para uma roscagem CNC fiável.
O comprimento da rosca deve ser 3 vezes superior ao diâmetro para obter uma boa resistência sem perder tempo com profundidade adicional (mínimo de 1,5x o diâmetro; 2-3x é o intervalo efetivo comum).
- Utilizar machos para trabalhos simples de perfuração em materiais mais macios materiais.
- Fresagem de roscas para passos personalizados, furos cegos ou quando é necessário um controlo preciso.
Nos blocos de motor, as profundidades de rosca adequadas (3x o diâmetro) evitaram o descolamento durante a montagem de binário elevado - sem mais retrabalho na linha.
Dica profissional: Para alumínio ou metais macios, considere as pastilhas Helicoil se as roscas forem muito utilizadas - elas adicionam força sem furos demasiado grandes. Acrescente uma folga não roscada (1,5x o diâmetro) na parte inferior dos furos cegos para evitar que a rosca fique no fundo.
Pequenas caraterísticas
Pequenos pinos, ranhuras ou saliências inferiores a 2,5 mm causam dores de cabeça.
Evite caraterísticas inferiores a 2,5 mm - as ferramentas mais pequenas partem-se facilmente, desviam-se e requerem velocidades muito baixas.
- Ampliar os elementos se a função o permitir.
- Utilizar uma montagem separada (pinos de encaixe por pressão, inserções) para pequenos pormenores.
Os dispositivos electrónicos tinham originalmente pinos de 1,5 mm. As lojas ignoraram-nos e utilizaram inserções roscadas - poupando custos e evitando mudanças frequentes de ferramentas.
Conselhos de especialistas: Se as pequenas caraterísticas forem inevitáveis, agrupe-as e utilize estratégias de microfresagem - mas espere orçamentos mais elevados e prazos de entrega mais longos.
Tolerâncias
As tolerâncias indicam a proximidade entre as dimensões.
Utilize ±0,1 mm (cerca de ±0,004 polegadas) para a maioria das caraterísticas - é normal e barato.
Tolerâncias apertadas como ±0,02 mm (ou mais apertadas) custam mais: avanços mais lentos, mais inspecções, maior risco de desperdício. Aplicar especificações apertadas apenas a superfícies de contacto ou encaixes críticos.
Nos relatórios 2025-2026 dos serviços de maquinagem, a especificação excessiva de tolerâncias apertadas em toda a peça aumentou os custos 30-50% sem melhorar a função.
Dica profissional: Utilize o GD&T (dimensionamento geométrico e tolerâncias) para controlar apenas o que é necessário - afrouxe as áreas não críticas de acordo com as tolerâncias padrão.
Texto e letras
O texto marca as peças para identificação, números de série ou instruções.
O texto deve ser grande - pelo menos 5 mm de altura (tipo de letra de 16-20 pontos) para uma fresagem clara e legibilidade.
Utilize texto embutido (gravado) - é mais rápido do que texto em relevo (menos material remoção). As fontes sans-serif (Arial, Helvetica) fresam de forma limpa, sem que as serifas finas se partam.
Coloque o texto em superfícies planas e acessíveis - evite curvas, exceto se utilizar 4/5 eixos.
Ferramentas médicas com texto sans-serif recuado de 5-6 mm manteve-se legível após a esterilização e melhorou a localização de peças nos hospitais.
Conselhos de especialistas: A profundidade de 0,3-0,5 mm é suficiente para garantir a durabilidade sem abrandar demasiado o programa.
Estas diretrizes tornam as suas peças mais fáceis de produzir. Comece com elas em CAD e verá orçamentos mais rápidos, prazos de entrega mais curtos e menos surpresas. Para verificações rápidas, carregue o seu desenho para um Serviço de fresagem CNC-fornecem feedback DFM gratuito para detetar problemas numa fase inicial.
Configurações de máquinas CNC e orientação de peças
As configurações são um dos maiores factores de tempo e custo de maquinação. Sempre que se vira uma peça, se volta a fixá-la ou se muda a sua orientação na mesa, acrescenta-se tempo, corre-se o risco de erros de alinhamento e aumenta-se a probabilidade de desperdício. Um bom design torna as configurações simples - idealmente uma ou duas no máximo - para que a máquina possa funcionar eficientemente com o mínimo de intervenção do operador.
O objetivo é conceber peças que possam ser maquinadas maioritariamente (ou totalmente) a partir de uma orientação primária, ou com inversões lógicas e repetíveis. Isto reduz o empilhamento de tolerâncias cumulativas, encurta os prazos de entrega e reduz os orçamentos.
Porque é que as configurações são tão importantes
Cada configuração requer:
- Retirar a peça da prensa/fixação
- Limpeza de aparas e resíduos de líquido de refrigeração
- Fixar novamente a peça (frequentemente com novas superfícies de localização)
- Repetição da sondagem ou indicação para estabelecer novos pontos zero
- Verificação do alinhamento (especialmente caraterísticas críticas)
Mesmo com operadores qualificados e apalpadores, cada viragem acrescenta normalmente 5 a 30 minutos de tempo sem corte. Em oficinas com um elevado número de peças, este tempo aumenta rapidamente. Mais importante ainda, cada inversão introduz um erro potencial - um desalinhamento de 0,001-0,005 polegadas é comum se os pontos de referência se deslocarem ligeiramente. Em trabalhos de precisão (aeroespacial, médico), que podem empurrar as peças para fora da tolerância ou exigir retrabalho.
Um mau planeamento da preparação também obriga a ferramentas mais compridas ou a percursos de ferramenta desajustados, aumentando a deflexão e a vibração. Em 2026, as lojas continuam a fazer orçamentos com base no número de configurações necessárias - menos configurações = preço mais baixo e entrega mais rápida.
Como conceber para menos configurações
Alinhe as suas caraterísticas para minimizar o número de orientações necessárias. Pense na forma como a peça irá assentar na mesa da máquina.
- Conceção com um ponto de referência primário claro - Faça de uma superfície grande e plana a base óbvia. Este passa a ser o lado “A”, onde se acede à maioria das caraterísticas. Coloque a maioria das caraterísticas críticas (orifícios, bolsas, saliências) neste lado ou acessíveis a partir dele.
- Agrupar caraterísticas por orientação - Colocar o maior número possível de operações na mesma face ou em faces relacionadas. Por exemplo, todos os bolsos, furos e chanfros da face superior devem estar num lado. As caraterísticas da parede lateral devem ser alcançáveis sem ângulos extremos da ferramenta.
- Utilizar recursos de passagem sempre que possível - Os orifícios de passagem, as ranhuras ou os bolsos permitem-lhe aceder a ambos os lados sem ter de os virar, se conseguir alcançá-los a partir de direcções opostas (comum em 3 eixos com um bom planeamento).
- Adicionar funcionalidades de fixação antecipadamente - Incluem orifícios de localização, patilhas ou almofadas que tornam a fixação fácil e repetível. Bases planas com lados paralelos ajudam as morsas a agarrarem-se com segurança. Evite formas irregulares que exijam mordentes macios personalizados ou fixação com cola.
- Minimizar os cortes inferiores e as caraterísticas do lado posterior - Se uma peça precisar de caraterísticas em lados opostos, considere se os 4 eixos (mesa rotativa) ou os 5 eixos podem alcançá-los numa configuração. Caso contrário, planeie inversões lógicas (por exemplo, inverta uma vez ao longo de um ponto de referência da linha central).
Exemplo real - Uma tampa de transmissão automóvel tinha originalmente bolsas profundas na parte superior, orifícios de montagem nos lados e ranhuras de vedação na parte inferior. A oficina necessitava de quatro configurações: desbaste/acabamento da parte superior, furos laterais, ranhuras na parte inferior e verificações finais de rebarbação/flip. Os erros de alinhamento causaram desfasamentos de 0,003 polegadas nos padrões dos parafusos, o que levou a fugas nos testes. Redesenhado com:
- Todos os orifícios e saliências de montagem críticos na face superior primária
- Ranhuras inferiores acessíveis através de elementos de passagem e chanfros
- Uma base larga e plana com pinos de fixação Result: Reduzido a duas configurações (superior + uma inversão para acesso inferior). O tempo de ciclo baixou 40%, a acumulação de tolerâncias desapareceu e as peças passaram nos testes de pressão à primeira.
Dica profissional - Desenhe a peça em 3D com setas que mostram as direcções de aproximação da ferramenta a partir de cada orientação possível. Se precisar de mais de duas setas (ou de ferramentas de longo alcance), simplifique a geometria ou mude para multi-eixos. Atualmente, muitas oficinas utilizam ferramentas de DFM rápidas que simulam configurações e assinalam automaticamente as viragens excessivas.
Melhores práticas de orientação de peças
- Orientação primária (lado A) - O maior plano virado para baixo. A maioria material remoção e caraterísticas críticas aqui. Mantenha este rosto simples e acessível.
- Orientação secundária (lado B) - Rodar ao longo de uma linha central natural ou de um ponto de referência. Utilizar pinos de cavilha ou elementos chave para localizar repetidamente a peça.
- Evitar ângulos compostos - Se as caraterísticas exigirem inclinação em vários planos, considere 5 eixos em vez de várias configurações de 3 eixos. As configurações compostas em 3 eixos são lentas e propensas a erros.
- Considerar a gravidade e o fluxo de aparas - As fresadoras horizontais ou as fixações de pedra tumular permitem que as aparas caiam em cortes profundos. Os moinhos verticais acumulam refrigerante/aparas em bolsas - conceber orifícios de drenagem ou lados abertos, se possível.
- Design de fácil fixação - Adicionar 3-6 mm material em torno do perímetro da peça para as patilhas de fixação (maquinadas por último). Incluir orifícios de passagem para grampos de cinta ou mandíbulas de torno.
Conselhos de especialistas - Para séries de produção (mais de 50 peças), projecte para fixação em tombstone ou paletizada - várias peças por configuração. Para protótipos, dê prioridade a projectos de configuração única, mesmo que isso implique paredes ligeiramente mais espessas ou caraterísticas de acesso adicionais.
Um mau planeamento da orientação é uma das principais razões pelas quais as cotações voltam mais altas do que o esperado ou as peças precisam de ser retrabalhadas. Quando projecta com as configurações em mente desde o início, facilita a vida do maquinista e as suas peças chegam mais depressa, mais baratas e mais precisas.
Se o seu desenho atual requer várias voltas ou um acesso difícil, carregue-o para um serviço de fresagem CNC para obter feedback instantâneo. Os seus relatórios DFM sugerem frequentemente alterações de orientação que reduzem as configurações para metade sem alterar a função.
O que é a maquinagem CNC de 5 eixos?
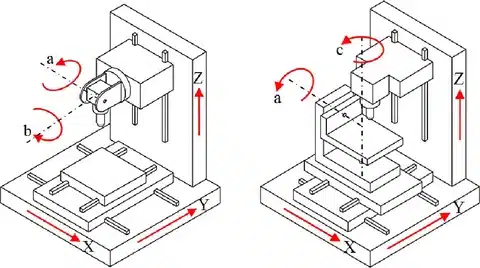
Maquinação CNC de 5 eixos adiciona dois eixos de rotação (normalmente A e B) aos três eixos lineares normais (X, Y, Z). Isto permite que a ferramenta de corte ou a peça de trabalho se incline e rode durante o movimento. A ferramenta pode aproximar-se da peça a partir de quase todos os ângulos sem ter de a virar manualmente.
Na fresagem básica de 3 eixos, a ferramenta apenas se move da esquerda para a direita, para a frente para trás e para cima para baixo. A peça permanece fixa, pelo que as formas complexas em vários lados necessitam de várias configurações. Com 5 eixos, a máquina roda a cabeça da ferramenta ou a mesa (ou ambas) durante o corte. Isto cria trajectórias suaves e contínuas para caraterísticas curvas, angulares ou de corte inferior.
Existem dois tipos principais em 2026:
- Indexado (3+2) 5 eixos - Roda para posições fixas e depois bloqueia para corte em 3 eixos. Ideal para peças prismáticas com faces angulares.
- Simultâneo (5 eixos completos) - Os cinco eixos movem-se em simultâneo. Ideal para curvas fluidas como lâminas ou impulsores.
Este movimento adicional permite a realização de projectos que são difíceis ou impossíveis em máquinas de 3 eixos, especialmente no sector aeroespacial, médico, e indústrias de alto desempenho.
Vantagens e limitações
Vantagens:
- Menos configurações - Maquinar vários lados e ângulos complexos numa única fixação. Isto reduz os erros de alinhamento e o tempo de não corte.
- Curvas mais suaves e melhor acabamento de superfície - A ferramenta mantém-se no melhor ângulo, reduzindo as marcas de ferramenta e de recortes. Os acabamentos atingem frequentemente Ra 0,8 µm ou melhor sem polimento adicional.
- Acesso melhorado - Alcance cortes inferiores, cavidades profundas e ângulos compostos sem ferramentas de longo alcance que se desviam ou vibram.
- Tolerâncias mais apertadas - Uma única configuração mantém os pontos de referência consistentes. Muitas lojas mantêm ±0,01 mm de repetição em caraterísticas críticas.
- Maior vida útil da ferramenta - Os ângulos ideais reduzem o stress, o calor e o desgaste. As ferramentas duram 20-50% mais tempo em condições difíceis materiais.
- Produção global mais rápida - Os tempos de ciclo diminuem significativamente para peças complexas. As oficinas registam reduções de 30-60% no tempo total.
Nos impulsores aeroespaciais, a maquinagem de 5 eixos reduz frequentemente o tempo de ciclo em 40% ou mais, em comparação com 3 eixos com múltiplas viragens. Uma configuração lida com lâminas e cubos torcidos, evitando erros de reposicionamento que causam desajustes ou desperdícios. Isto é comum nos componentes de turbinas em que as formas do fluxo de ar exigem contornos precisos e contínuos.
Limitações:
- Custo mais elevado - as máquinas de 5 eixos e a programação custam mais. As taxas horárias são de $100-$150+ (vs. $50-$100 para 3 eixos em muitas lojas). A compra de máquinas é 40-80% mais elevada.
- Programação mais longa - Percursos de ferramentas complexos necessitam de trabalho CAM especializado. A deteção de colisões e a simulação demoram mais tempo.
- Complexidade da instalação - Os operadores precisam de mais formação. A fixação deve suportar rotações sem interferência.
- Nem sempre é mais rápido para peças simples - Para formas planas ou quadradas, os 3 eixos são mais rápidos e mais baratos - não há benefício das rotações.
- Espaço de trabalho mais pequeno - As rotações reduzem o espaço útil. Peças profundas ou grandes podem necessitar de máquinas maiores (mais caras).
Conselhos de especialistas: Utilize o eixo 5 para peças orgânicas, curvas ou com várias faces, como impulsores e pás de turbinas, médico implantes, ou moldes com rebaixos. Mantenha-se nos 3 eixos (ou 4 eixos) para caixas prismáticas, placas ou suportes simples. Se o seu projeto necessitar de mais de duas configurações no 3 eixos ou tiver cortes profundos, o 5 eixos compensa frequentemente - mesmo com taxas por hora mais elevadas - através de menos erros e ciclos mais curtos. Para protótipos de baixo volume, muitos serviços oferecem 5 eixos a preços competitivos devido à automatização.
[Sugerir imagem/infografia: Diagrama comparando trajectórias de ferramentas de 3 eixos (múltiplas configurações) vs. movimento simultâneo de 5 eixos num impulsor, mostrando configurações reduzidas e contornos mais suaves]
Em 2026, o sistema de 5 eixos é a norma para trabalhos de alta precisão nos sectores aeroespacial e médico. Aumenta a eficiência e a qualidade, mas apenas quando a geometria o justifica. Se a sua peça parecer complexa, carregue-a para um Serviço de fresagem CNC para obter feedback do DFM - dir-lhe-ão se o 5 eixos poupa tempo e dinheiro ou se a maquinagem mais simples funciona bem.
Maquinação CNC de cortes inferiores
Os cortes inferiores são caraterísticas em que parte da material A ferramenta tem de alcançar algo por baixo para o cortar - não existe um caminho vertical reto a partir de cima. Em termos simples, a ferramenta tem de passar por baixo de algo para o cortar - não existe um caminho vertical reto a partir de cima.
Estas caraterísticas são comuns em moldes, caixas, conectores e montagens onde é necessário reter inserções, criar encaixes, segurar O-rings ou formar formas interligadas. O problema: os sistemas padrão de 3 eixos Fresadoras CNC A abordagem é feita principalmente a partir do topo ou dos lados. Qualquer coisa escondida por baixo de uma saliência bloqueia a ferramenta ou a sua haste, tornando a caraterística impossível ou muito cara de maquinar.
Porque é que os cortes inferiores são um desafio na fresagem CNC
Na maquinagem de 3 eixos, a ferramenta e o suporte devem ter um acesso livre à linha de visão. A haste (a parte não cortante da ferramenta) é normalmente mais larga do que o diâmetro de corte. Se a abertura do corte inferior for estreita, a haste não pode passar para alcançar a área oculta.
- Acesso direto bloqueado - A ferramenta não pode “recuar” sob um rebordo sem rodar ou utilizar um cortador especial.
- Desvio e vibração da ferramenta - As ferramentas de longo alcance ou de haste alargada necessárias para cortes inferiores dobram-se facilmente, causando mau acabamento, conicidade ou quebra.
- Problemas de evacuação de chips - As aparas ficam presas no rebaixo, levando a recortes, acumulação de calor e escoriações.
Mesmo com máquinas de 5 eixos, os cortes inferiores extremos podem ainda exigir ferramentas longas ou ângulos especiais, aumentando o risco e o custo.
Os tipos de corte inferior mais comuns incluem:
- Ranhuras em T (largas na parte inferior, pescoço estreito)
- Caudas de andorinha (cortes inferiores angulares para corrediças ou grampos)
- Ranhuras de um só lado (por exemplo, bucins de O-ring)
- Ganchos internos de encaixe
Sugestões de design para o corte inferior
Conceba cuidadosamente os cortes inferiores para manter a capacidade de fabrico e a rentabilidade. Eis algumas regras práticas baseadas nas capacidades da oficina em 2026:
- Largura mínima de abertura - Mantenha a entrada (pescoço) com uma largura mínima de 3,2 mm (0,125 polegadas). Isto permite que as fresas de ranhura em T standard ou as fresas de chupa-chupa se encaixem sem um alcance extremo. Uma largura inferior a 0,100 polegadas requer frequentemente ferramentas personalizadas ou EDM (maquinagem por descarga eléctrica), o que acresce custos e prazos de entrega significativos.
- Limite de profundidade - Restringir a profundidade do corte inferior a 2 vezes a largura do pescoço (rácio 2:1). Uma profundidade maior do que essa força ferramentas muito longas com alto risco de deflexão. Por exemplo, uma abertura de 0,125 polegadas de largura deve limitar a profundidade de corte inferior a cerca de 0,250 polegadas no máximo para uma maquinação fiável.
- Adicionar relevo ou chanfros - Incluir chanfros ou filetes de 45° na entrada do corte inferior para facilitar a entrada da ferramenta e reduzir as concentrações de tensão. Isto ajuda a evitar a quebra da ferramenta e melhora o acabamento.
- Evitar os cortes inferiores cegos - Se possível, faça cortes inferiores através de perfis (abertos em ambas as extremidades) para uma melhor evacuação das aparas e um acesso mais fácil à ferramenta.
- Utilizar perfis de ferramentas standard - Concebido com base em fresas de ranhura em T comuns (por exemplo, haste de 1/4 de polegada com cabeça de 3/8 de polegada) ou fresas de cauda de andorinha. Os perfis personalizados aumentam os custos das ferramentas e o tempo de programação.
- Considerar o material - Mais suave materiais (alumínio, plásticos) permitem cortes inferiores ligeiramente mais profundos ou mais estreitos. Os mais duros (aço inoxidável, titânio) necessitam de dimensões mais generosas para evitar a quebra da ferramenta.
Em peças de moldes (por exemplo, núcleos de moldes de injeção), os rebaixos bem concebidos para a retenção de inserções mantiveram os componentes seguros sem operações secundárias como a fixação ou a colagem. As oficinas maquinaram ranhuras em T com uma largura de 0,150 polegadas e uma profundidade de 0,250 polegadas numa única configuração, utilizando cortadores em T normais - sem necessidade de EDM, mantendo os custos baixos e a precisão elevada.
Dica profissional: Para cortes inferiores unilaterais (comuns em ranhuras de O-ring ou caraterísticas de encaixe), mantenha a espessura do lábio saliente pelo menos 0,040-0,060 polegadas para evitar paredes finas e frágeis que se partam durante a maquinagem. Se o rebaixo for apenas para retenção, considere a possibilidade de o redesenhar como uma ranhura de passagem ou encaixe por pressão - muitas vezes mais barato e mais forte.
[Sugerir imagem/infografia: Diagramas de secções transversais mostrando: 1) Corte inferior de ranhura em T padrão com dimensões, 2) Corte inferior em cauda de andorinha, 3) Ranhura de anel em O de um lado, 4) Corte inferior estreito/profundo mau vs. bom design com relevo]
Quando utilizar ferramentas especiais ou 5 eixos
- Cortadores de ranhuras em T - Melhor para ranhuras de fundo largo; limitado pela folga da haste.
- Fresas de topo Lollipop (undercut) - Bico esférico com pescoço alargado; boa para cortes inferiores arredondados, mas vibra mais.
- Fresas de encaixe - Para fechaduras angulares; requerem ângulos precisos (normalmente 45° ou 60°).
- 5 eixos simultâneos - Inclina a ferramenta para alcançar cortes inferiores numa única configuração. Ótimo para formas orgânicas complexas, mas aumenta o tempo de programação e o custo da máquina.
Se o seu corte inferior necessitar de mais de 2:1 de profundidade para largura ou for mais estreito do que 0,125 polegadas, avalie:
- Mudar para 5 eixos (muitas vezes vale a pena para a produção)
- Reformulação da caraterística (por exemplo, dividir a peça e montar)
- Utilização de processos secundários como a electroerosão por fio (precisa mas lenta e dispendiosa)
Conselhos de especialistas: Execute sempre uma simulação do percurso da ferramenta no CAM antes de finalizar. Se a simulação mostrar ferramentas de longo alcance, colisões frequentes ou avisos de vibração excessiva, alargue o corte inferior ou simplifique a geometria. Muitas ferramentas DFM modernas assinalam automaticamente os problemas de corte inferior.
Os cortes inferiores acrescentam função, mas também complexidade. Conceba-os cuidadosamente - larguras generosas, profundidades reduzidas e bom acesso - e eles tornar-se-ão caraterísticas fiáveis em vez de factores de custo. Se a sua peça tiver cortes inferiores, carregue o modelo para um Serviço de fresagem CNC para revisão do DFM. Simularão o acesso, recomendarão tamanhos de ferramentas e sugerirão ajustes que mantenham a maquinação em 3 eixos ou justifiquem 5 eixos, quando isso poupar dinheiro em geral.
Redação de um desenho técnico
Um desenho técnico (também designado por desenho de engenharia ou desenho de fabrico) é a ponte entre o seu modelo CAD e o chão de fábrica. Diz ao maquinista exatamente o que a peça deve ser - dimensões, tolerâncias, acabamentos de superfície, especificações de rosca, material, e quaisquer instruções especiais - sem depender apenas do modelo 3D. Mesmo com ficheiros STEP/IGES modernos, a maioria das lojas continua a necessitar de um desenho 2D em PDF para maior clareza, proteção legal e referência rápida durante a configuração e inspeção.
Em 2026, bons desenhos evitam falhas de comunicação, reduzem o retrabalho e aceleram a elaboração de orçamentos. Um desenho claro pode reduzir o tempo de execução em dias e evitar surpresas dispendiosas como roscas erradas ou caraterísticas fora de tolerância.
Informações mínimas necessárias para qualquer desenho de fresagem CNC
- Bloco de título - Nome/número da peça, nível de revisão, data, nome da sua empresa, material (por exemplo, alumínio 6061-T6), escala (de preferência 1:1), unidades (mm ou polegadas) e nomes do desenhador/aprovador.
- Vistas - Pelo menos três vistas ortográficas (frente, topo, lado direito) mais uma vista isométrica se a peça for complexa. Utilize vistas de secção para caraterísticas internas como bolsas, cortes inferiores ou furos cegos.
- Dimensões - Todas as dimensões lineares, angulares e radiais críticas. Utilize a cotagem de linha de base ou ordenada para reduzir a confusão. Cotas em cadeia apenas para caraterísticas não críticas.
- Tolerâncias - Bloco de tolerância geral (por exemplo, ±0,1 mm, exceto se especificado em contrário). Indicar tolerâncias apertadas apenas em superfícies de contacto ou caraterísticas funcionais (por exemplo, ±0,01 mm num furo de rolamento). Utilizar símbolos GD&T sempre que necessário (posição, planeza, perpendicularidade, etc.).
- Acabamento da superfície - Especificar valores de Ra (por exemplo, Ra 1,6 µm) ou símbolos de maquinagem (marca de verificação para como maquinado, círculo para torneado, etc.). Indicar as faces que podem ficar como fresadas versus as que necessitam de polimento ou jato de grânulos.
- Fios - Indicação completa: tamanho, passo, classe (por exemplo, M10×1,5-6H), profundidade e se é cego ou passante. Especificar o tamanho da broca da torneira se não for normalizado.
- Chanfros, filetes e raios - Anotar tudo, exceto se for óbvio. Especificar se são aceitáveis filetes de ossos de cão.
- Material e tratamento térmico - Liga e estado exactos (por exemplo, alumínio 7075-T651, aliviado de tensões). Se for necessário tratamento pós-acabamento (anodização, passivação), anote-o e quaisquer áreas a mascarar.
- Secção de notas - Instruções gerais: rebarbar todas as arestas, eliminar todos os cantos vivos, controlar as dimensões críticas, eliminar as marcas de maquinagem das superfícies visíveis, etc.
- Pontos de referência - Marcar claramente os pontos de referência primários, secundários e terciários para GD&T e inspeção.
Como chamar corretamente as caraterísticas principais
- Fios - Exemplo: 4× M6×1.0-6H THRU Para cegos: M8×1,25-6H × 20 PROFUNDIDADE (ROSCA MÍNIMA 15 mm)
- Chanfros - C0,5 ou 45°×0,5 mm
- Raios - R1.0 (interno) ou R2.0 (externo)
- Cortes inferiores - Mostrar a vista da secção com as dimensões: por exemplo, um corte inferior com 6 mm de largura e 3 mm de profundidade
- Acabamento da superfície - √ Ra 3.2 (maquinado) ou especificar jato de grânulos Ra 1.6
Carregamento de desenhos com o seu orçamento
A maioria Serviços de fresagem CNC aceita agora um carregamento combinado: o seu ficheiro CAD 3D (STEP, IGES, Parasolid ou nativo) + um desenho 2D em PDF.
- Formato - Exportar como PDF pesquisável (vetorial, não raster). Manter o tamanho do ficheiro abaixo de 10-20 MB.
- Marcar os pontos críticos - Utilize setas vermelhas, círculos ou texto a negrito para realçar tolerâncias, acabamentos de superfície ou pontos de referência que devem ser mantidos. Adicione uma nota: “Dimensões críticas assinaladas a vermelho”.”
- O que as lojas analisam - Verificam se:
- Tolerâncias em falta ou indicações ambíguas
- Tolerâncias gerais demasiado apertadas (por exemplo, ±0,01 mm em todo o lado)
- Especificações de rosca que não correspondem aos machos padrão
- Caraterísticas que requerem ferramentas especiais ou 5 eixos (cortes inferiores, cavidades profundas)
- Disponibilidade de material e necessidades de pós-processamento
- Potenciais problemas de configuração (várias viragens, acesso deficiente)
Um bom Serviço de fresagem CNC devolverá o feedback DFM em poucas horas: sugestões de alterações, tolerâncias alternativas ou recomendações de orientação. Isto detecta 80-90% dos problemas antes do início da maquinação.
Dica profissional - Mantenha o desenho limpo e organizado. Utilize camadas em CAD para separar dimensões, notas e vistas. Inclua uma tabela de histórico de revisões - mesmo para protótipos - para que as alterações sejam registadas.
Conselhos de especialistas - Dimensione sempre a partir de pontos de referência e não a partir de arestas que possam mover-se durante a maquinagem. Por exemplo, posicione os furos a partir de uma face maquinada e não de uma aresta de stock. Em caso de dúvida, inclua a definição baseada no modelo (MBD) no ficheiro 3D e um desenho 2D tradicional - muitas lojas preferem ambos.
Um desenho técnico bem elaborado transforma o seu projeto numa instrução de fabrico clara. Protege-o legalmente, acelera a cotação e ajuda o maquinista a fornecer exatamente o que precisa. Quando estiver pronto para orçamentar, carregue o seu desenho CAD + PDF para um Serviço de fresagem CNC. As suas ferramentas DFM automatizadas e a análise dos engenheiros assinalam quaisquer problemas e sugerem correcções - poupando-lhe frequentemente tempo e dinheiro antes de cortar a primeira ficha.
Melhores práticas para a fresagem CNC
As melhores práticas transformam bons projectos em peças de produção fiáveis e rentáveis. Concentram-se no que realmente acontece no chão de fábrica: utilização eficiente de ferramentas, programação inteligente, desperdício mínimo e qualidade repetível. Em 2026, com o CAM assistido por IA, estratégias de desbaste de alta eficiência e máquinas de monitorização de energia, estas práticas poupam tempo, reduzem os custos das ferramentas, diminuem o consumo de eletricidade e reduzem as taxas de refugo.
Siga estes hábitos comprovados tanto por lojas de grande volume como por lojas de protótipos.
Utilizar as melhores ferramentas práticas
As ferramentas de maior diâmetro e mais curtas são mais rígidas, removem material mais rapidamente e produzir melhores acabamentos de superfície com menos deflexão.
- Escolha a maior fresa de topo ou broca que se adapte à sua geometria sem abrir ou deixar excesso de material.
- Desbaste com grandes fresas de topo plano (1/2 polegada ou maior quando possível), depois mude para ferramentas mais pequenas apenas para acabamento ou trabalho de pormenor.
- O balanço curto é fundamental - manter a relação comprimento/diâmetro da ferramenta abaixo de 4:1-5:1 para a maioria dos trabalhos.
Porque é que é importante: Uma fresa de topo de 1/2 polegada com uma profundidade de corte de 0,100 polegadas pode remover material 4-8 vezes mais rápido do que uma ferramenta de 1/8 de polegada com os mesmos parâmetros. Em alumínio suportes aeroespaciais, a mudança para desbastadores maiores reduz o tempo de ciclo em 35-45% e aumenta a vida útil da ferramenta.
Dica profissional: Em CAM, permitem estratégias de “limpeza adaptativa” ou “maquinagem de alta eficiência”. Estas estratégias mantêm um empenhamento constante da ferramenta (normalmente 10-30% de diâmetro), permitindo avanços agressivos sem sobrecarregar a ferramenta.
Agrupar caraterísticas por ferramenta e operação
Minimize as trocas de ferramentas e o deslocamento do eixo Z - cada troca acrescenta 10-60 segundos de tempo sem corte, além do risco de desalinhamento ou quebra da ferramenta durante as trocas do trocador automático de ferramentas (ATC).
- Conceber de modo a que caraterísticas semelhantes (por exemplo, todos os orifícios de 6 mm, todos os bolsos de profundidade semelhante) utilizem a mesma ferramenta.
- Sequenciar as operações de forma lógica: desbastar tudo primeiro, depois acabar; fazer todos os furos antes de bater.
- Agrupar elementos na mesma face ou acessíveis a partir da mesma orientação para evitar retracções desnecessárias.
Em oficinas com elevado número de peças, o agrupamento reduziu as mudanças de ferramentas de 15 para 4 por peça, reduzindo o tempo de ciclo em 20-30% e diminuindo o desgaste do ATC.
Conselhos de especialistas: Sempre que possível, utilize ferramentas polivalentes (por exemplo, uma fresa de chanfrar que também faça furos) ou combine operações (furar + chanfrar numa só ferramenta).
Adicionar chanfros e quebrar todas as arestas
As arestas afiadas causam problemas de segurança, rebarbas e aumentos de tensão. Inclua sempre chanfros ou quebras de arestas.
- Chanfro padrão: 45° × 0,2-0,5 mm (ou C0,3-C0,5).
- Partir todas as arestas vivas acessíveis, salvo indicação em contrário (nota comum: “Partir todas as arestas vivas 0,010-0,030 polegadas”).
- Utilizar ferramentas de chanfrar ou fresas esféricas para quebrar automaticamente as arestas durante as passagens de acabamento.
Vantagens: Manuseamento mais seguro, rebarbação mais fácil, melhor aderência da tinta/revestimento e risco reduzido de fissuras em peças sujeitas a fadiga. Nos acessórios para automóveis, os chanfros consistentes eliminaram os passos de rebarbação manual, reduzindo os custos de mão de obra em 15%.
Minimizar as trocas de ferramentas e o tempo de ar
Cada mudança de ferramenta, movimento rápido ou corte a ar desperdiça tempo e energia.
- Consolidar as operações para reduzir as trocas (por exemplo, desbaste e semi-acabamento com a mesma ferramenta).
- Utilizar rampas de entrada helicoidais em vez de rampas de mergulho - reduz o choque da ferramenta.
- Otimizar os percursos da ferramenta com estratégias trocoidais ou adaptativas para eliminar retracções desnecessárias.
Nas tendências de 2026, as lojas que utilizam percursos optimizados por IA (por exemplo, percursos de ferramentas generativos do Autodesk Fusion 360 ou Mastercam Dynamic) registam um consumo de energia 15-30% inferior por peça e 20-40% menos material resíduos resultantes de ciclos mais curtos e de um melhor controlo das aparas.
Testar protótipos antes da produção
Nunca passe diretamente para a produção total - faça primeiro um protótipo.
- Maquinar amostras 1-5 para verificar o ajuste, a função, as tolerâncias e o acabamento.
- Inspecionar as dimensões críticas com uma máquina de medição por coordenadas ou calibres; verificar a existência de rebarbas, deformações ou marcas de vibração.
- Ajuste os avanços/velocidades, a seleção de ferramentas ou as afinações de design com base em resultados reais (por exemplo, se aparecerem vibrações, adicione raios ou endureça as paredes).
A dispositivo médico A empresa criou protótipos de implantes de titânio em pequenos lotes. As primeiras execuções revelaram distorção térmica em secções finas - corrigida através da adição de etapas de alívio de tensões e do ajuste da ordem das operações. As peças de produção foram aprovadas na validação à primeira, evitando recolhas dispendiosas.
Dica profissional: Utilize sondas em processo (Renishaw ou similar) na máquina para medir as caraterísticas em direto e ajustar automaticamente os desvios. Isto detecta precocemente os desvios resultantes do desgaste da ferramenta ou do crescimento térmico.
Melhores práticas adicionais para o chão de fábrica em 2026
- Monitorizar e ajustar em tempo real - As máquinas modernas apresentam o consumo de energia, a vibração e a carga da ferramenta. Esteja atento a picos que indiquem uma avaria iminente - faça uma pausa e inspeccione.
- Gestão do líquido de refrigeração - Utilize líquido de refrigeração de alta pressão através do fuso (70-100 bar) para caraterísticas profundas em titânio ou aço inoxidável. Refrigerante de inundação para alumínio; seco ou MQL (lubrificação de quantidade mínima) para plásticos para evitar a fusão.
- Rebarbar de forma inteligente - Conceber para um acesso fácil: chanfros, arestas arredondadas e evitar rebarbas internas profundas. Muitas lojas utilizam atualmente rebarbação automática por tombamento ou vibração para lotes.
- Documentar tudo - Guarde folhas de configuração, listas de ferramentas e resultados de sondagem. Isto acelera a repetição de trabalhos e ajuda na resolução de problemas.
Estas práticas combinam: ferramentas grandes + caraterísticas agrupadas + chanfros + caminhos optimizados + prototipagem criam peças que funcionam sem problemas, custam menos e chegam a tempo. Em 2026, as lojas com processos eficientes do ponto de vista energético e com pouco desperdício ganham frequentemente mais negócios - os designs optimizados ajudam-no a destacar-se.
Se o seu desenho segue estes hábitos, carregue-o para um Serviço de fresagem CNC para um feedback DFM instantâneo. Os seus engenheiros confirmarão o seu plano de configuração, sugerirão optimizações de percurso e apresentarão orçamentos precisos - muitas vezes identificando formas de reduzir mais tempo ou custos antes do início da maquinação.
Erros comuns a evitar
A maioria Fresagem CNC Os problemas começam no ficheiro CAD muito antes de o fuso girar. Estes cinco erros aparecem repetidamente no chão de fábrica e nos relatórios de feedback DFM de 2025-2026. Aumentam os custos, prolongam os prazos de entrega, aumentam o desperdício e frustram os maquinistas. A boa notícia é que são fáceis de detetar e corrigir atempadamente se souber o que procurar.
1. Especificação de tolerâncias demasiado apertadas em todo o lado
Exigir ±0,01 mm ou mais em todas as dimensões - mesmo as não funcionais - é um dos hábitos mais dispendiosos.
Porque é que isso prejudica: As tolerâncias apertadas obrigam a avanços e velocidades mais lentos, a mudanças de ferramentas mais frequentes, a inspecções adicionais durante o processo e a um maior risco de desperdício devido ao desvio térmico ou ao desgaste da ferramenta. Muitas vezes, as fábricas duplicam ou triplicam o tempo de inspeção e adicionam verificações CMM.
Impacto real: A especificação excessiva de tolerâncias em toda a peça aumenta o custo de maquinação em 30-50% sem melhorar a função na maioria dos casos. Uma análise de 2025-2026 de vários serviços de maquinação online mostrou que afrouxar caraterísticas não críticas para ±0,1 mm reduz as cotações em 25-40% em média.
Resolva-o: Aplique tolerâncias apertadas (±0,02 mm ou melhor) apenas a superfícies de contacto, furos de rolamentos, caraterísticas de localização ou roscas que tenham de encaixar com precisão. Utilize um bloco de tolerância geral (±0,1 mm ou ±0,004 in) para tudo o resto. Utilize o GD&T para controlar a forma, a posição e o perfil apenas onde for necessário - nunca utilize tolerâncias lineares apertadas.
Dica profissional: Marcar as dimensões críticas a vermelho no desenho e anotar “Crítico - Inspecionar 100%”. Isto indica à oficina onde concentrar esforços e poupa dinheiro em áreas não críticas.
2. Conceber cantos interiores afiados
Os cantos internos afiados de 90° parecem limpos em CAD, mas são impossíveis com ferramentas rotativas.
Porque é que dói: Cada canto interno tem um raio igual a pelo menos o raio da ferramenta. Forçar um raio mais pequeno requer micro-ferramentas que se desviam, vibram e partem frequentemente. Mesmo que a ferramenta sobreviva, obtém-se marcas de vibração, mau acabamento e tensão concentrada na ponta da ferramenta.
Impacto real: Muitas vezes, as oficinas diminuem drasticamente os avanços ou mudam para ferramentas especiais de arredondamento de cantos, adicionando 20-50% ao tempo de ciclo. Em aço inoxidável ou titânio, os cantos afiados aceleram a quebra e o desgaste da ferramenta.
Resolva-o: Adicione raios internos de, pelo menos, 1/3 da profundidade da cavidade ou 1-1,3× o raio da ferramenta (por exemplo, 1 mm para uma ferramenta de 3 mm). Se necessitar de nitidez aparente para a montagem, utilize cortes em relevo do tipo "dogbone" ou "T-bone" para permitir que uma ferramenta maior atinja o canto sem que seja visível um excesso de nitidez. material.
Conselhos de especialistas: A régua de 1,3× é uma das preferidas na loja - permite movimentos suaves de entrada/saída circular em CAM, reduzindo a vibração e prolongando a vida útil da ferramenta 30-50%.
3. Paredes muito finas ou altas sem suporte
As paredes mais finas do que 0,8 mm (metal) ou 1,5 mm (plástico), ou com rácios altura/espessura superiores a 5:1-10:1, flectem sob forças de corte.
Porque é que dói: A vibração provoca afunilamento, superfícies onduladas, marcas de vibração e potencial quebra da ferramenta. O calor da maquinação ou a tensão residual após o desaperto deforma as secções finas. Paredes altas sem suporte funcionam como diapasões.
Impacto real: Nos suportes aeroespaciais ou médico as paredes finas, sem nervuras ou afunilamento, conduziram a uma distorção de 0,05-0,1 mm, não passando nas verificações de planicidade ou de ajuste e exigindo endireitamento manual ou retrabalho.
Resolva-o: Definir a espessura mínima da parede para 0,8 mm para metais, 1,5 mm para plásticos. Manter o rácio de aspeto abaixo de 4:1-5:1, idealmente. Adicionar nervuras, reforços ou paredes cónicas mais largas na base. Para designs críticos em termos de peso, que se tornem mais finos (até 0,5 mm em alumínio), utilize percursos de ferramentas adaptáveis, cortes de acabamento ligeiros e fixações rígidas.
Dica profissional: Simular precocemente as forças de corte em CAM ou FEA. Se a simulação mostrar uma deformação >0,02 mm, engrossar ou reforçar.
4. Inclusão de pequenos elementos com menos de 2,5 mm
Pinos, ranhuras, saliências ou texto com menos de 2,5 mm requerem micro-ferramentas.
Porque é que é mau: As fresas de topo pequenas (1 mm ou menos) não têm rigidez, desviam-se facilmente, aquecem rapidamente e partem-se frequentemente. Exigem velocidades e avanços muito lentos, aumentando o tempo de ciclo. A vibração deixa um mau acabamento e as mudanças de ferramenta aumentam.
Impacto real: Os dispositivos electrónicos com pinos de alinhamento de 1,5 mm obrigavam a trocas frequentes de ferramentas e a quebras, acrescentando 30-60% ao custo de maquinação e atrasando a entrega.
Resolver o problema: Ampliar as caraterísticas para ≥2,5-3 mm sempre que a função o permitir. Utilizar componentes separados (pinos de encaixe por pressão, inserções roscadas, cavilhas) para pormenores minúsculos. Se as micro-caraterísticas forem essenciais, faça um orçamento para micro-fresagem e conte com prazos de entrega mais longos.
Conselhos de especialistas: Agrupe pequenas funcionalidades e utilize uma micro-ferramenta para o lote para minimizar as alterações. Mas, sempre que possível, projecte-as fora - é quase sempre mais barato.
5. Ignorar as necessidades específicas do material
Escolher material sem considerar a maquinabilidade, a expansão térmica ou o comportamento pós-processamento.
Porque é que dói: Goma materiais (cobre, alguns alumínios) acumulam-se nas ferramentas; os frágeis (ferro fundido, algumas cerâmicas) lascam as arestas. Os plásticos de elevada expansão deformam-se devido ao calor ou à pressão da pinça. As ligas exóticas ou tratadas termicamente (Inconel, titânio) endurecem e requerem parâmetros mais lentos. Ignorar estes factores conduz a um mau acabamento, falha da ferramenta, distorção ou fissuração.
Impacto real: Uma corrida de titânio peças médicas deformado 0,05 mm após a maquinação devido à ausência de um passo de alívio de tensões - lote rejeitado. Peças de alumínio anodizadas sem mascarar caraterísticas críticas perderam tolerâncias devido à espessura do revestimento.
Resolver o problema: Selecionar material e ajustar as regras de conceção em conformidade. Utilizar gráficos de maquinabilidade (por exemplo, 6061 alumínio = fácil; titânio = difícil). Adicionar alívio de tensões, se necessário. Mascarar as áreas para a galvanização/anodização. Criar protótipos no material final para detetar surpresas.
Dica profissional: Especifique sempre a liga e o estado exactos (por exemplo, 7075-T651, com alívio de tensões). Inclua notas como “Remover todas as arestas vivas” ou “Rebarbar bem” para cobrir problemas comuns pós-acabamento.
Estes cinco erros são responsáveis pela maioria dos sinais de alerta DFM e dos custos excessivos. Detecte-os durante a revisão do projeto ou quando fizer o upload para um Serviço de fresagem CNCAs suas ferramentas automatizadas e o feedback dos engenheiros destacam-nas instantaneamente. A correção atempada permite poupar 20-50% em custos e evita atrasos. Quando estiver pronto, envie o seu ficheiro para uma verificação rápida - é gratuita e detecta estes problemas antes de a primeira peça ser cortada.
Como escolher materiais para fresagem CNC

Material escolha é uma das maiores decisões em Fresagem CNC. Afecta tudo: a rapidez com que a peça é trabalhada, as tolerâncias que pode manter, o custo, a resistência e durabilidade da peça final e a sua sobrevivência no ambiente do mundo real. Se escolher mal, terá ciclos lentos, ferramentas partidas, peças deformadas ou falhas durante a utilização. Se escolher bem, consegue equilibrar na perfeição o desempenho, o custo e a capacidade de fabrico.
Em 2026, com as ligas avançadas, os melhores plásticos e o foco na sustentabilidade, a seleção segue uma lógica clara: comece com os requisitos obrigatórios da sua peça (resistência, peso, ambiente, etc.), depois verifique a maquinabilidade (facilidade de corte), a matéria-prima material custo, disponibilidade e necessidades de pós-processamento. Sempre protótipo na versão final material quando possível - os testes precoces detectam surpresas como distorção ou mau acabamento.
Passo a passo: Como escolher
- Definir os seus principais requisitos
Enumerar o que a peça deve fazer:- Mecânica: suporte de carga? fadiga? impacto?
- Peso: é fundamental a leveza (aeroespacial, drones)?
- Ambiente: corrosão, calor, produtos químicos, biocompatibilidade?
- Custo/volume: protótipo vs. produção? limites orçamentais?
- Estética/acabamento: visível? necessita de anodização ou polimento?
- Corresponder às famílias de materiais Limite-se aos metais (fortes, duradouros) ou aos plásticos (leves, isolantes, baratos). Comparar as soluções de compromisso.
- Verificar a maquinabilidade Elevada maquinabilidade = cortes rápidos, longa vida útil da ferramenta, bom acabamento, baixo custo. Baixa = velocidades mais lentas, maior desgaste, custos mais elevados.
- Custo e disponibilidade dos factores Preço da matéria-prima + tempo de maquinagem + desperdício. As ligas comuns são mais baratas e mais rápidas de obter.
- Considerar o pós-processamento Tratamento térmico? anodização? chapa? Alguns materiais necessitam de passos adicionais que aumentam os custos ou alteram as dimensões.
- Protótipo e verificação Usinar uma amostra. Testar o ajuste, a resistência e o ambiente. Ajustar se necessário.
Materiais comuns: Prós, contras e quando utilizá-los
Alumínio - A escolha para a maioria dos Fresagem CNC projectos.
Leve (densidade ~2,7 g/cm³), excelente maquinabilidade (classificação da linha de base 100-270% para ligas comuns), boa relação resistência/peso, naturalmente resistente à corrosão (melhorada com anodização).
Notas populares:
- 6061 - Versátil, soldável, acessível, ótimo para uso geral.
- 7075 - Muito mais forte (alta resistência à tração ~570 MPa), favorito no sector aeroespacial, mas ligeiramente mais difícil de maquinar.
Vantagens: Maquinação rápida, baixo desgaste da ferramenta, fácil de obter tolerâncias apertadas, baixo custo.
Contras: Menor resistência do que o aço/titânio; pode galgar se não for devidamente arrefecido.
Ideal para: Suportes, caixas, protótipos, peças para automóveis, dissipadores de calor. Em 2026, alumínio permanece ~60-70% de peças fresadas CNC devido à velocidade e versatilidade.
Aço (carbono/ligas) - Quando é necessária uma elevada resistência e dureza.
Mais denso (~7,8 g/cm³), forte, acessível a granel.
Comum: aço macio (fácil), aço para ferramentas (duro, resistente ao desgaste).
Prós: Excelente força, boa resistência ao desgaste, tratável termicamente.
Contras: Mais pesado, enferruja sem revestimento, maquinabilidade média (mais lento que o alumínio).
Ideal para: Engrenagens, acessórios, ferramentas industriais, componentes para trabalhos pesados.
Aço inoxidável - Força e resistência à corrosão.
Graus como 304 (geral), 316 (marítimo/médico), 17-4 PH (alta resistência).
Maquinabilidade inferior (classificação 35-45%).
Prós: À prova de ferrugem, forte, higiénico.
Contras: Endurece (fica mais duro durante o corte), custo mais elevado, necessita de ferramentas afiadas e de líquido de refrigeração.
Melhor para: Dispositivos médicos, equipamentos alimentares, peças marítimas, exposição a produtos químicos.
Titânio (especialmente Ti-6Al-4V / Grau 5) - Rei da resistência-peso de primeira qualidade.
Densidade ~4,4 g/cm³, excecional resistência à corrosão, biocompatível.
Má maquinabilidade (classificação ~20%) - a baixa condutividade térmica gera calor na ponta da ferramenta.
Prós: Leve mas muito forte, resistente ao calor, não enferruja.
Contras: Caro, lento a maquinar, necessita de líquido de refrigeração de alta pressão e de configurações rígidas.
Ideal para: Componentes aeroespaciais, médico implantes, automóvel de alto desempenho. Em médico, O titânio resiste aos fluidos corporais e ao stress, mas requer uma fixação e velocidades cuidadosas para evitar o endurecimento por trabalho.
Plásticos - Opção leve, isolante e de baixo custo.
Comuns: ABS (resistente, barato), Delrin/POM (baixa fricção), Nylon (flexível), PEEK (alto desempenho, resistente ao calor).
Prós: Muito leve, sem corrosão, bons isoladores, fácil de utilizar com ferramentas.
Contras: Necessita de paredes mais espessas (1,5 mm+ min), pode derreter ou deformar-se devido ao calor/fricção, menor resistência.
Ideal para: Protótipos, caixas, peças de baixa carga, isolamento elétrico. Em médico, O PEEK ou similar é resistente para implantes ou ferramentas, mas necessita de secções mais espessas do que o metal.
Tabela de comparação rápida
| Material | Maquinabilidade | Força | Peso (Densidade) | Custo | Resistência à corrosão | Melhores indústrias/usos |
| Alumínio (6061/7075) | Excelente (100-270%) | Médio-Alto | Muito leve (~2,7 g/cm³) | Baixa | Bom (anodizar para melhorar) | Aeroespacial, automóvel, protótipos, geral |
| Aço (carbono/ligas) | Bom-Médio | Elevado | Pesado (~7,8 g/cm³) | Baixo-Médio | Razoável (necessita de revestimento) | Industrial, ferramentas, pesados |
| Aço inoxidável (304/316) | Médio (35-45%) | Elevado | Pesado (~8,0 g/cm³) | Médio-Alto | Excelente | Médico, alimentar, marinho, químico |
| Titânio (Ti-6Al-4V) | Fraco (~20%) | Muito elevado | Leve (~4,4 g/cm³) | Alta-Muito alta | Extraordinário | Aeroespacial, implantes médicos, alto desempenho |
| Plásticos (ABS, PEEK, Delrin) | Excelente | Baixo-Médio | Muito leve (~1,0-1,4 g/cm³) | Baixo-Médio | Excelente (sem ferrugem) | Protótipos, invólucros, baixa carga, isolantes |
Exemplos do mundo real
- Suporte aeroespacial - Necessita de leveza + resistência: 7075 alumínio ganha para o equilíbrio; titânio se cargas extremas justificarem o custo extra.
- Ferramenta médica - Biocompatibilidade + resistência: titânio ou PEEK; aço inoxidável 316 se o custo for mais importante.
- Carcaça de automóvel - Custo + velocidade: 6061 máquinas de alumínio rápido e anodiza bem para o aspeto.
- Fixação industrial - Durabilidade: aço-carbono ou inoxidável para resistência ao desgaste.
Conselhos de especialistas: Verificar sempre as classificações de maquinabilidade (alumínio 6061 = linha de base 100%). Classificações mais baixas significam velocidades mais lentas, mais líquido de refrigeração, ferramentas mais afiadas. Para médico ou aeroespacial, verifique antecipadamente a biocompatibilidade ou as certificações. Se não tiver a certeza, carregue o seu projeto para um Serviço de fresagem CNC-Oferecem recomendações de materiais e verificações DFM que têm em conta a disponibilidade de stock e os preços actuais.
A seleção de materiais não é um trabalho de adivinhação - é fazer corresponder os requisitos às propriedades, respeitando a realidade da maquinação. Se o fizer bem cedo, as suas peças terão um melhor desempenho, custarão menos e chegarão mais depressa.
Discriminação de custos e sugestões de poupança
Custo em Fresagem CNC provém de três baldes principais: material, tempo de maquinagem (tempo de ciclo + preparação) e operações secundárias (acabamento, inspeção, pós-processamento). Os desenhos simples e maquináveis mantêm os três níveis baixos. As caraterísticas complexas, as tolerâncias apertadas ou a geometria deficiente aumentam cada balde - frequentemente de forma dramática.
Em 2026, com os preços da energia, os custos das ferramentas e a mão de obra ainda a aumentar, as lojas fazem orçamentos com base nas horas de máquina reais, no desgaste das ferramentas e no desperdício. As boas regras de conceção atacam diretamente estes factores. Segui-las pode reduzir o custo total da peça em 20-40% (intervalo realista de vários relatórios DFM e benchmarks de lojas em 2025-2026), por vezes mais em séries de produção.
Principais factores de custo em peças fresadas CNC
- Custo do material - Preço da matéria-prima + desperdício. As formas quase líquidas ou o encaixe eficiente reduzem os resíduos. Exóticas materiais (titânio, Inconel) multiplicam este valor 3-10× em relação ao alumínio.
- Tempo de maquinagem (maior variável)
- Tempo de ciclo: corte efetivo + movimentos rápidos + mudanças de ferramenta.
- Tempo de preparação: fixação, sondagem, inversão. A preparação múltipla demora 15-60 minutos cada.
- Desgaste e troca de ferramentas: avanços lentos, ferramentas pequenas, duras materiais acelerar isto.
- Custos secundários
- Inspeção (CMM para tolerâncias apertadas).
- Rebarbagem/acabamento manual.
- Pós-processamento (anodização, tratamento térmico, passivação).
- Retificação/retrabalho de erros.
Como as escolhas de design afectam diretamente o custo
Segue-se uma análise das escolhas comuns e do seu efeito típico no preço final da peça (com base nos dados de 2025-2026 de serviços como Protolabs, Xometry e HLH Rapid):
| Escolha do design | Impacto nos custos | Motivo típico | Exemplo de indústria onde é mais importante |
| Tolerâncias padrão (±0,1 mm) | Baixo (linha de base) | Alimentação rápida, inspeção normalizada, baixo risco de sucata | Automóvel, produtos de consumo |
| Tolerâncias apertadas (±0,02 mm ou melhor) em todo o lado | +30-50% (ou mais) | Velocidades mais lentas, sondagem adicional/CMM, maior desperdício | Aeroespacial, ótica de precisão |
| Paredes finas (<0,8 mm de metal) | +20-40% | Vibração → cortes ligeiros, mais passagens, potencial retrabalho | Dispositivos médicos, indústria aeroespacial ligeira |
| Bolsas/cavidades muito profundas (>4:1 profundidade:largura) | +25-60% | Ferramentas longas, desbaste lento, problemas de aquecimento, possível 5 eixos | Moldes, caixas de profundidade |
| Cantos internos afiados (sem raios) | +15-35% | Micro-ferramentas, vibrações, passagens de acabamento adicionais | Qualquer peça com bolsos |
| Adicionados os raios corretos (ferramenta 1-1,3×) | -10-20% | Ferramentas maiores, caminhos mais suaves, menos desgaste | Todos os sectores |
| Configurações múltiplas/flips (>2) | +20-50% por configuração adicional | Tempo de alinhamento, acumulação de erros, sondagem | Peças complexas com várias faces |
| Caraterísticas pequenas (<2,5 mm) | +20-50% | Micro-ferramentas frágeis, velocidades lentas, mudanças frequentes | Eletrónica, dispositivos de precisão |
| Furos/roscas standard (M6+, profundidade 4:1) | Pouco neutro | Brocas/tapetes de stock, sem especiais | Automóvel, montagem geral |
| Rebaixos (bem concebidos) | +10-30% | Necessidade de ferramentas especiais ou de 5 eixos | Moldes, caixas de encaixe |
| 5 eixos vs. 3 eixos para geometria complexa | +20-80% taxa horária, mas -30-60% tempo total | Menos configurações compensam o custo mais elevado da máquina | Impulsores aeroespaciais, implantes médicos |
Principais conclusões do quadro: Pequenas alterações inteligentes (raios, tolerâncias padrão, caraterísticas agrupadas) proporcionam poupanças muito elevadas. As grandes penalizações advêm de uma especificação excessiva (tolerâncias apertadas em todo o lado) ou de forçar uma geometria difícil (fina/profunda/pequena/subcortada).
Conselhos práticos de poupança
- Conceção para poucas configurações - Procure obter no máximo 1-2 orientações. Agrupe as caraterísticas por face/ferramenta. Utilizar caraterísticas de passagem ou 5 eixos quando justificado. Poupança: 20-50% no ciclo + tempo de preparação.
- Utilizar as maiores ferramentas práticas - As fresas de topo maiores desbastam 3-8 vezes mais depressa. Adicione raios para os permitir. Poupança: Redução do tempo de ciclo de 15-40%.
- Aplicar as tolerâncias de forma inteligente - Geral ±0,1 mm; apertar apenas os ajustes críticos (por exemplo, furos de rolamentos ±0,01 mm). Utilizar GD&T para posição/pluralidade. Poupança: 25-50% em tempo de inspeção e maquinação.
- Normalizar caraterísticas - Tamanhos comuns de furos/roscas, chanfros em todas as arestas, raios razoáveis. Sem micro-recortes, exceto se forem essenciais. Poupanças: menor inventário de ferramentas, menos alterações, menos riscos.
- Protótipo inteligente - Maquinar 1-3 amostras primeiro. Corrigir problemas (deformação, vibração, ajuste) antes da produção completa. Poupança: evita o desperdício de mais de 50-100 peças.
- Selecionar materiais maquináveis — Alumínio 6061/7075 para velocidade; aço inoxidável ou titânio apenas quando necessário. Poupança: 30-70% no tempo de ciclo em comparação com os exóticos.
- Aproveitar o DFM desde o início - Carregar o desenho CAD + para um Serviço de fresagem CNC antes de finalizar. O feedback gratuito apanha 80-90% dos factores de custo (tolerância excessiva, mau acesso, caraterísticas profundas). Muitos serviços simulam configurações e cotam iterações instantaneamente.
Exemplo real - Uma caixa de sensor automóvel tinha originalmente ±0,02 mm em todos os furos, paredes finas de 0,6 mm e cantos internos afiados. Orçamento: $85/peça a 100 unidades. Após DFM: afrouxou o não crítico para ±0,1 mm, adicionou raios de 1,2 mm, engrossou as paredes para 1,0 mm com nervuras. Nova cotação: $52/peça - poupança de 39%. O tempo de ciclo baixou 35%, o refugo foi quase nulo.
Conclusão: As boas regras poupam em média 20-40% por peça nos dados de 2025-2026 - e por vezes 50-60% em trabalhos mal concebidos. As poupanças aumentam: menos material desperdício, menos energia, menos ferramentas, prazos de entrega mais curtos, lojas mais felizes.
Quando estiver pronto, carregue o seu desenho para um Serviço de fresagem CNC para um orçamento instantâneo e um relatório DFM. Mostra exatamente como as suas escolhas afectam o preço - e sugere ajustes que mantêm a função enquanto reduzem os custos. Pequenas alterações agora = grandes poupanças mais tarde.
Principais conclusões
Eis as lições mais importantes de todo o guia sobre Regras de conceção para Peças de fresagem CNC. Estes sete pontos captam o que tem o maior impacto no mundo real - maquinação mais rápida, custos mais baixos, menos rejeições e melhor desempenho das peças.
- Adicionar raios a todos os cantos internos Os cantos interiores afiados são impossíveis com ferramentas redondas e causam vibração, vibração, desgaste da ferramenta e mau acabamento. Adicione pelo menos 1-1,3× o raio esperado da ferramenta (por exemplo, 1 mm para ferramentas pequenas, 3-4 mm para as maiores). Isto permite percursos de ferramenta suaves, fresas maiores e uma vida útil mais longa da ferramenta. Utilize relevos em forma de osso de cão se necessitar de nitidez aparente para ajuste ou aparência. Uma pequena alteração aqui poupa muitas vezes 15-35% tempo de ciclo e reduz o retrabalho.
- Manter as paredes suficientemente espessas para resistir às vibrações As paredes finas (<0,8 mm em metais, <1,5 mm em plásticos) flectem sob as forças de corte, causando afunilamento, marcas de vibração e deformação devido ao calor ou à tensão de desaperto. Procure um mínimo de 0,8 mm (metal) / 1,5 mm (plástico) e mantenha a relação altura/espessura abaixo de 4:1-5:1. Adicione nervuras, reforços ou afunile mais na base para elementos altos. Uma espessura de parede adequada evita a maioria dos problemas de deflexão e permite que as lojas utilizem avanços agressivos - poupando tempo 20-40% para peças de paredes finas.
- Utilizar furos e roscas normalizados e maquináveis Limite-se a tamanhos de broca comuns (3 mm, 6 mm, etc.) e a tamanhos de rosca (comece com M6 ou superior). Limite a profundidade do furo a 4× o diâmetro (até 10× com ciclos de peck). Adicionar chanfros nas entradas e fundos planos para furos cegos. As caraterísticas padrão utilizam ferramentas prontas a usar - sem brocas ou machos personalizados - reduzindo o tempo de configuração, os custos das ferramentas e o risco. Na indústria automóvel de grande volume ou na montagem geral, só isto pode reduzir o custo de maquinação em 20-30%.
- Escolher materiais que correspondam tanto à função como à maquinabilidade A escolha baseia-se na resistência, no peso, no ambiente e na facilidade de corte. Alumínio (6061/7075) é a máquina mais rápida e económica para a maioria dos trabalhos. Utilize aço inoxidável ou titânio apenas quando for necessária resistência à corrosão, biocompatibilidade ou resistência extrema. Os plásticos funcionam para peças de baixa carga ou isolantes, mas necessitam de paredes mais espessas. Ignorar a maquinabilidade (por exemplo, utilizar titânio como alumínio) torna tudo 3-5 vezes mais lento e aumenta o desgaste da ferramenta. Certo material + regras de conceção ajustadas = poupança de tempo de ciclo de 30-70% em relação aos exóticos.
- Tolerâncias mais flexíveis para caraterísticas não críticas Tolerâncias apertadas (±0,02 mm ou melhor) em todo o lado forçam avanços lentos, inspecções extra e maior desperdício. Utilize uma tolerância geral de ±0,1 mm e aplique especificações apertadas apenas a superfícies de contacto, furos ou roscas críticos. Utilize o GD&T para controlar a posição, a planicidade, etc., sem sobredimensionar. As oficinas relatam aumentos de custos de 30-50% devido a especificações demasiado apertadas - o afrouxamento de áreas não críticas reduz frequentemente as cotações para 25-40% sem perda de função.
- Testar os projectos antecipadamente com protótipos Nunca passar diretamente para a produção. Maquinar 1-5 protótipos para verificar o ajuste, as tolerâncias, o acabamento, a resistência e a montagem. Verifique se há vibrações, deformações, rebarbas ou problemas térmicos. Ajuste os avanços/velocidades, adicione nervuras, altere os raios ou mude materiais com base em resultados reais. A criação de protótipos detecta 80-90% de surpresas antes de deitar fora lotes dispendiosos - poupando milhares em retrabalho ou redesenhos completos.
- Siga estas regras para reduzir os custos 20-40% por peça Combinação de raios, espessura de parede adequada, caraterísticas normalizadas, tolerâncias inteligentes, boas material escolha, poucas configurações e testes antecipados proporcionam consistentemente um custo de peça mais baixo (e muitas vezes mais) de acordo com os dados DFM 2025-2026 dos principais serviços. As poupanças resultam de ciclos mais curtos, menos mudanças de ferramentas, menos desperdício, menos tempo de inspeção e menos rejeições. Pequeno esforço de conceção inicial = grande retorno a jusante.
Estes sete pontos são as acções de grande importância que separam as peças caras e frustrantes de uma produção suave e económica. Imprima esta lista ou mantenha-a à mão quando estiver a desenhar. Quando estiver pronto para validar a sua próxima peça, carregue o ficheiro CAD e o desenho para um Serviço de fresagem CNC. O seu feedback e orçamento DFM instantâneos confirmarão quais destas regras já está a cumprir - e mostrarão exatamente onde os pequenos ajustes proporcionam as maiores poupanças. Comece a aplicá-las hoje mesmo - o seu próximo projeto vai agradecer-lhe
Conclusão
Estas regras de conceção para Peças de fresagem CNC ajudam-no a construir componentes melhores e mais baratos. Concentre-se nas paredes, cantos, orifícios e tolerâncias para uma produção sem problemas. Aplique-os no sector aeroespacial, automóvel, médico, ou outros campos para obter resultados fiáveis. Mudanças simples fazem grandes diferenças em termos de tempo e dinheiro.
Perguntas frequentes
Quais são as regras básicas de design para peças de fresagem CNC?
Comece com paredes espessas e cantos arredondados. Os metais necessitam de paredes mínimas de 0,8 mm; os plásticos de 1,5 mm. Acrescente pelo menos 1 mm de raio no interior. Utilize tamanhos de orifício padrão e limite as profundidades a 4 vezes a largura. Estes passos tornam as peças fortes e baratas de fresar. Na indústria aeroespacial, ajudam a criar suportes leves e fiáveis.
Porquê adicionar raios aos cantos internos?
As ferramentas são redondas, pelo que os cantos afiados provocam tensão e desgaste. Um raio de 1-1,3 vezes o tamanho da ferramenta permite passagens suaves. Isto reduz a vibração e melhora o acabamento. As engrenagens automóveis duram mais tempo com cantos arredondados. Também reduz o tempo de ciclo em 20-30%.
Qual é a espessura mínima de parede adequada para peças fresadas em CNC?
Os metais começam com 0,8 mm; os plásticos com 1,5 mm. Uma espessura inferior provoca tremores e pouca precisão. Adicione nervuras para paredes altas. Em caixas médicas, a espessura correta evitou fugas. Verificar sempre o rácio de aspeto - manter abaixo de 4:1 para obter melhores resultados.
Como é que as tolerâncias afectam os custos da fresagem CNC?
Tolerâncias folgadas como ±0,1 mm mantêm os custos baixos. As tolerâncias apertadas, como ±0,02 mm, implicam inspecções e atrasam o trabalho, aumentando os preços 30-50%. Aplicar tolerâncias apertadas apenas aos encaixes. Os dados de 2025 mostram que o excesso de especificações causa desperdício. Escolha com base na função da peça.
Que materiais são mais adequados para a fresagem CNC?
O alumínio trabalha rapidamente e mantém-se leve. O aço oferece resistência para utilização intensiva. Os plásticos custam menos, mas necessitam de paredes mais espessas. A resistência ao calor é semelhante à do titânio na indústria aeroespacial. Os picaretas errados provocam quebras ou passos adicionais.