Introdução
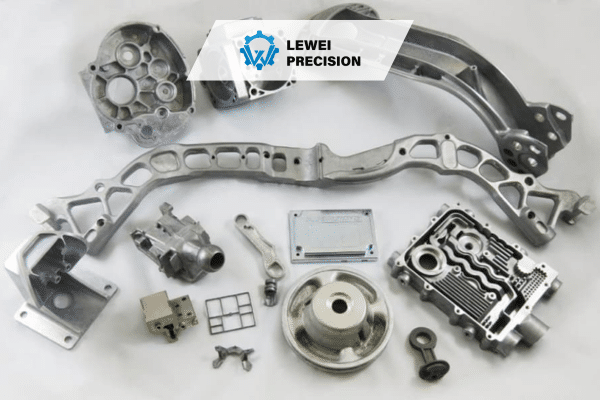
O fabrico de milhares de peças metálicas idênticas com geometrias complexas exige um processo fiável e repetível. A fundição injetada responde a este desafio injetando metal fundido em moldes de aço de precisão sob extrema pressão, produzindo componentes que mantêm uma qualidade consistente em grandes séries de produção.
Este guia explora os fundamentos técnicos de serviço de fundição injectadaOs leitores podem também aprender estratégias de seleção de materiais, estruturas de custos e quando a combinação de processos como a maquinagem CNC acrescenta valor. Os leitores adquirem conhecimentos práticos sobre como escolher entre métodos de fundição, evitar armadilhas comuns e selecionar parceiros de fabrico qualificados.
O que é a fundição injectada e como funciona?
A fundição injetada força o metal líquido em moldes de aço endurecido a pressões que variam de 1.000 a 25.000 psi. O metal assume a forma exacta da cavidade, incluindo caraterísticas tão finas como 0,5 mm. Após o arrefecimento, os pinos ejectores mecânicos extraem a peça solidificada enquanto o molde permanece intacto para o ciclo seguinte.
Isto reflecte a moldagem por injeção de plástico, mas funciona a temperaturas e pressões muito mais elevadas. Uma única matriz suporta normalmente 50.000 a 100.000 ciclos antes de necessitar de ser renovada, o que torna fundição injectada personalizada economicamente viável apenas para volumes de produção substanciais.
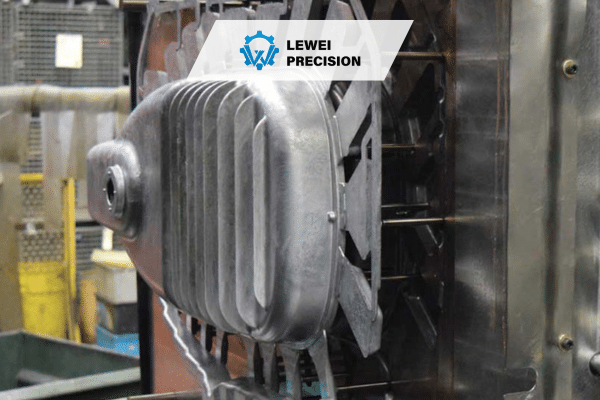
O processo básico de fundição sob pressão
Cada ciclo de fundição passa por seis fases distintas:
As faces da matriz recebem agentes desmoldantes e atingem uma temperatura óptima. O metal fundido entra no molde bloqueado sob pressão hidráulica ou pneumática. A peça fundida arrefece durante 10 a 90 segundos, dependendo da espessura da parede e da liga. Os sistemas hidráulicos separam as metades da matriz. Os pinos com mola empurram a peça para fora da cavidade. Os operadores cortam as portas, as corrediças e a rebarba do componente acabado.
Seguem-se frequentemente operações secundárias. Caraterísticas de precisão como furos roscados, superfícies planas de referência ou furos de tolerância apertada requerem normalmente maquinação CNC, uma vez que serviço de fundição injectada só por si não é possível obter tolerâncias inferiores a ±0,003 polegadas em dimensões críticas.
Porque é que os fabricantes escolhem a fundição injectada
A produção em volume exige processos que equilibrem velocidade, precisão e economia unitária. A fundição sob pressão destaca-se nesta intersecção:
Os tempos de ciclo são medidos em segundos e não em minutos. A consistência dimensional mantém-se dentro de 0,003 a 0,005 polegadas em milhares de peças. Passagens internas complexas e secções de parede fina formam-se sem montagem. A qualidade do acabamento da superfície elimina frequentemente a retificação ou o polimento. O desperdício de material mantém-se abaixo de 30% e regressa ao forno de fusão.
As caixas do MacBook da Apple demonstram as capacidades de fundição sob pressão à escala. A Tesla reduziu a complexidade de montagem do Modelo Y em 40% em 2023 através de peças fundidas de alumínio de peça única que substituíram 70 componentes estampados e soldados, de acordo com os seus relatórios de eficiência de fabrico.
Fundição injectada em câmara quente vs. câmara fria
A arquitetura da máquina determina quais as ligas que funcionam com cada processo. A compatibilidade com a temperatura determina esta divisão fundamental em serviço de fundição injectada tecnologia.
Fundição injectada em câmara quente
O forno de fusão de metal integra-se diretamente no sistema de injeção. Um canal de pescoço de ganso submerso enche-se de liga fundida e um êmbolo força o material através deste caminho para a cavidade da matriz.
As ligas de zinco, o magnésio e os metais de baixo ponto de fusão funcionam em sistemas de câmara quente. As peças com menos de 50 libras adequam-se melhor a este método.
As taxas de produção atingem 100 disparos por hora porque o metal permanece fundido durante todo o processo. Os custos de funcionamento são 20-30% inferiores às alternativas de câmaras frias. Paredes finas até 0,5 mm são preenchidas de forma fiável. O processo minimiza a oxidação e os defeitos de inclusão.
No entanto, as ligas que fundem acima de 900°F atacam os componentes de injeção submersos. As ligas de alumínio e cobre não podem utilizar equipamento de câmara quente.
Fundição injectada em câmara fria
Um forno de fusão separado prepara a liga. Para cada injeção, os operadores colocam quantidades medidas numa câmara horizontal. Um cilindro hidráulico força imediatamente o metal para dentro da matriz antes que ocorra um arrefecimento excessivo.
O alumínio domina a produção em câmara fria, seguido das ligas de cobre e do latão. As peças fundidas de maiores dimensões, com mais de 50 libras, requerem este método.
Os sistemas de câmara fria lidam com ligas que fundem até 1.500°F sem degradação do equipamento. A capacidade de massa da peça estende-se a várias centenas de libras. As ligas de alumínio de alta resistência mantêm as suas propriedades através do controlo adequado do processo.
Os tempos de ciclo abrandam para 30-50 disparos por hora devido à concha manual. Os custos de mão de obra aumentam em comparação com os sistemas automatizados de câmara quente. A perda de calor entre o forno e o molde pode criar fechos frios ou enchimento incompleto.
| Tipo de processo | Metais | Tempo de ciclo | Tamanho da peça | Custos operacionais |
| Câmara quente | Zinco, Magnésio | Rápido (mais de 100 disparos/hora) | Pequeno-Médio | Inferior |
| Câmara fria | Alumínio, Cobre | Moderado (30-50 disparos/hora) | Médio-Grande | Mais alto |
Materiais de fundição sob pressão: Alumínio, zinco e outros
A seleção da liga tem impacto em tudo, desde a vida útil da matriz à velocidade de produção e ao desempenho da peça acabada. A maioria fundição injectada personalizada os projectos escolhem entre três famílias de metais.
Ligas de alumínio para fundição injectada
O alumínio representa cerca de 80% do volume global de fundição injectada com base em dados da indústria de 2024. A combinação de baixa densidade, condutividade térmica e resistência adequada atende a diversas aplicações.
A380 proporciona um desempenho de uso geral com excelentes caraterísticas de enchimento de moldes para caixas de eletrónica automóvel e suportes estruturais.
A383 (ADC12) oferece uma fluidez superior para geometrias complexas de paredes finas em que o preenchimento completo da cavidade se revela um desafio.
A360 oferece a máxima resistência à corrosão para ambientes marinhos e instalações exteriores expostas às intempéries.
A413 atinge uma excecional estanquidade à pressão para colectores hidráulicos e componentes de controlo de fluidos que requerem uma porosidade zero.
A camada de óxido natural do alumínio resiste à corrosão sem revestimentos. A condutividade térmica atinge 120-150 W/m-K, tornando o alumínio ideal para a dissipação de calor. A anodização cria camadas de óxido controladas para obter cor e resistência ao desgaste. A possibilidade de reciclagem completa mantém as propriedades da liga através de ciclos de refusão ilimitados.
Os programas de veículos eléctricos da Ford para 2024 utilizam alumínio A380 serviço de fundição injectada para caixas de bateria, reduzindo a massa do veículo em 15% em relação ao aço estampado, melhorando simultaneamente a absorção de energia em caso de colisão.
Ligas de zinco para fundição injectada
O zinco funde a 419°C contra os 660°C do alumínio, permitindo ciclos mais rápidos e uma vida útil mais longa da matriz. A fluidez superior capta detalhes intrincados da superfície, texto fino e nervuras finas que o alumínio tem dificuldade em preencher.
Zamak 2 (ZA-2) proporciona uma elevada resistência à tração a 59.000 psi para componentes mecânicos como engrenagens e alavancas sujeitas a cargas cíclicas.
Zamak 3 (ZA-3) equilibra a resistência a 41.000 psi com uma capacidade de fundição excecional para caixas complexas e ferragens decorativas.
Zamak 5 (ZA-5) proporciona uma resistência máxima a 54.000 psi com boa resistência à fluência para aplicações de tensão mais elevada.
Temperaturas de fundição mais baixas reduzem o consumo de energia 25-30% por peça. A automatização da câmara quente permite obter os tempos de ciclo mais rápidos da indústria. A dureza da superfície excede a do alumínio em 20-40 pontos Rockwell B. A galvanoplastia, o revestimento em pó e o acabamento cromado aderem melhor ao zinco do que ao alumínio.
As caixas de conectores electrónicos, os componentes de fechaduras de portas e as caixas de instrumentos de precisão tiram partido da estabilidade dimensional e da qualidade da superfície do zinco em fundição injectada personalizada aplicações.
Outros materiais de fundição injectada
Ligas de magnésio pesam menos 35% do que o alumínio com resistência semelhante, embora a reatividade química aumente as precauções de manuseamento. A proteção contra interferências electromagnéticas torna o magnésio valioso na aviónica aeroespacial e na eletrónica de consumo, onde o peso é importante.
Ligas de cobre oferecem a máxima força e resistência ao desgaste com uma condutividade térmica que atinge mais de 200 W/m-K. Barramentos eléctricos, componentes de hélices marítimas e acessórios de canalização de qualidade superior justificam o facto de o custo do cobre ser 3-4 vezes superior ao do alumínio.
Considerações sobre o design de peças fundidas sob pressão
As decisões de engenharia durante a fase de projeto determinam a viabilidade, o custo e a qualidade da fundição. Vários parâmetros geométricos requerem uma atenção cuidadosa para o sucesso serviço de fundição injectada resultados.
Orientações sobre a espessura da parede
As dimensões óptimas da parede equilibram o enchimento completo da matriz com os defeitos relacionados com o arrefecimento:
As peças fundidas de alumínio têm um melhor desempenho entre 1,5 mm e 6 mm (0,060″ a 0,24″). O zinco permite secções mais finas de 0,5 mm a 3 mm (0,020″ a 0,12″).
Paredes excessivamente finas congelam antes de atingir as extremidades da cavidade, criando peças incompletas. As secções espessas arrefecem lentamente, formando vazios de retração internos que enfraquecem as propriedades mecânicas. Manter uma espessura uniforme ao longo da geometria evita taxas de arrefecimento diferenciadas que causam deformações e tensões residuais.
Ângulos de projeto
As superfícies verticais precisam de ser afuniladas para a ejeção da peça sem que a superfície do molde fique engripada ou rasgue a peça fundida:
As faces exteriores requerem uma corrente de ar mínima de 1-3 graus. As superfícies internas necessitam de 2-5 graus, uma vez que a retração agarra os núcleos durante o arrefecimento. Os acabamentos texturados acrescentam 1 grau por cada 0,001″ de profundidade da textura para ultrapassar o encravamento mecânico.
Caraterísticas a evitar ou minimizar
Certos elementos geométricos complicam o fabrico de ferramentas ou a fundição:
Os cortes inferiores exigem mecanismos de ação lateral dispendiosos que abrandam os ciclos e reduzem a vida útil da matriz. As acções laterais acrescentam $5,000-$15,000 aos custos das ferramentas. Os cantos afiados concentram o stress térmico e mecânico, iniciando fissuras. As nervuras finas que se estendem para além da relação comprimento/espessura de 10:1 podem não preencher completamente. As bolsas profundas resistem à ventilação, retendo o gás que cria manchas na superfície.
Os filetes generosos onde as superfícies se intersectam melhoram a capacidade de fundição e a integridade estrutural. Os cantos internos necessitam de um raio mínimo de 0,5-1,5 mm e os cantos externos de 0,25-1,0 mm. Raios maiores reforçam as peças ao mesmo tempo que facilitam o fluxo de metal durante a injeção.
Acabamentos de superfície para peças fundidas sob pressão
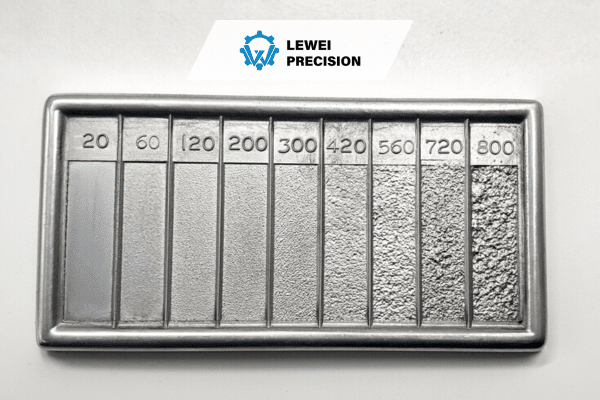
As peças fundidas em bruto apresentam uma boa qualidade de superfície, mas muitas aplicações exigem um melhor aspeto, proteção contra a corrosão ou revestimentos funcionais. Serviço de fundição injectada oferece normalmente várias opções de acabamento.
Acabamento como fundido
As peças não processadas apresentam uma textura de superfície de 32-64 microinch Ra (1,6-3,2 microns) com padrões de fluxo visíveis, marcas de pinos ejectores e linhas de separação. Isto é suficiente para componentes internos, pintura subsequente ou aplicações não cosméticas em que a função é mais importante do que a aparência.
Acabamentos mecânicos
Jateamento de esferas impulsiona o material fino contra as peças, criando uma textura mate uniforme e removendo pequenos defeitos. O processamento é concluído em 1-2 dias a um custo mínimo.
Tumbling coloca as peças com meios abrasivos em barris rotativos, alisando as arestas e adicionando um brilho subtil durante 1-2 dias com um impacto de baixo custo.
Polimento utiliza compostos progressivamente mais finos para obter superfícies espelhadas para componentes visíveis, exigindo 3-5 dias e despesas moderadas.
Revestimentos de proteção
Revestimento em pó aplica electrostaticamente partículas de tinta seca que se fundem durante a cura em estufa, produzindo camadas duráveis e resistentes a riscos em milhares de opções de cores. O processo de 3-5 dias acrescenta um custo moderado, mas elimina as emissões de COV associadas à pintura líquida.
Anodização cria camadas de óxido de alumínio controladas através de processos electroquímicos. O tipo II cria acabamentos decorativos e resistentes à corrosão. O tipo III cria revestimentos mais duros para aplicações de desgaste. Ambos requerem 5-7 dias com um custo moderado.
Película química deposita revestimentos de conversão de cromato que protegem o alumínio, mantendo a condutividade eléctrica e melhorando a aderência da tinta. Este processo económico de 2-3 dias funciona bem para o subsequente revestimento a pó.
Opções de revestimento
A galvanoplastia deposita camadas de metal para propriedades específicas: níquel para resistência à corrosão, crómio para dureza e aparência, zinco para proteção sacrificial, ouro ou prata para superfícies de contacto elétrico.
As peças fundidas de zinco aceitam mais facilmente o revestimento do que as de alumínio devido às diferenças químicas da superfície. O zinco cromado proporciona resultados cosméticos superiores para guarnições de automóveis e ferragens de arquitetura utilizando fundição injectada personalizada métodos.
Indústrias que utilizam a fundição injectada personalizada
Indústria automóvel
Os veículos modernos incorporam 50-100 componentes fundidos sob pressão, desde caixas de transmissão a puxadores de portas. A produção anual excede os 200 milhões de peças fundidas sob pressão para automóveis a nível mundial, com base nas estatísticas de fabrico de 2024.
As aplicações mais comuns incluem caixas de transmissão, blocos de motor, juntas de direção, pinças de travão e nós estruturais. A tecnologia Gigacasting da Tesla produz secções da carroçaria traseira de peça única, reduzindo o tempo de montagem do Modelo Y em 40%, de acordo com as apresentações aos investidores de 2023.
Aplicações aeroespaciais
Os fabricantes de aeronaves especificam peças fundidas em alumínio e magnésio para componentes de cabina, caixas de actuadores e caixas electrónicas, onde a redução de peso melhora diretamente a eficiência do combustível. As aplicações não estruturais evitam a complexidade da certificação, ao mesmo tempo que permitem poupanças de massa em comparação com as alternativas maquinadas.
Eletrónica e bens de consumo
Os smartphones, computadores portáteis, ferramentas eléctricas e aparelhos contêm várias peças fundidas sob pressão. Os chassis de alumínio com paredes finas proporcionam proteção electromagnética e dissipação de calor. As caixas de conectores de zinco oferecem precisão dimensional para interfaces de acoplamento. Os corpos das câmaras, os invólucros das fontes de alimentação e os invólucros dos motores representam grandes volumes de produção. serviço de fundição injectada aplicações.
Fabrico de dispositivos médicos
Os instrumentos cirúrgicos, o equipamento de diagnóstico e os sistemas de imagiologia exigem precisão e materiais biocompatíveis. As pegas em aço inoxidável, os invólucros em alumínio e os componentes em zinco cumprem tolerâncias rigorosas e requisitos de acabamento de superfície, suportando simultaneamente ciclos de esterilização.
Equipamento industrial
Corpos de bombas, caixas de válvulas, tampas de caixas de velocidades, estruturas de motores e dispositivos de iluminação utilizam a capacidade da fundição injetada para criar passagens internas complexas e caraterísticas de montagem numa única operação. As aplicações industriais dão prioridade à eficiência de custos e ao volume de produção em detrimento das especificações a nível aeroespacial.
Factores de custo da fundição injectada
A análise económica determina a viabilidade do projeto. Serviço de fundição injectada tem estruturas de custos distintas em comparação com métodos de fabrico alternativos.
Custos de ferramentas
O investimento em die representa a maior despesa inicial:
Os moldes simples de cavidade única custam $5,000-$15,000. As ferramentas complexas de múltiplas cavidades com corrediças custam $20,000-$75,000. As matrizes estruturais para automóveis excedem os $100.000, atingindo os $500.000+ para componentes de grandes dimensões.
A complexidade do molde, o número de cavidades, as lâminas ou elevadores necessários, o acabamento de superfície esperado e o volume de produção projetado influenciam as despesas com ferramentas. Um molde com uma manutenção correta permite obter 50.000-100.000+ disparos de alumínio ou 100.000-150.000+ disparos de zinco antes de uma renovação importante.
Custos de produção por peça
Os custos recorrentes acumulam-se com cada fundição:
A matéria-prima de alumínio custa $2-4 por libra, o zinco $1-2 por libra, mais 20-30% de resíduos reciclados de volta aos fornos. Os custos do ciclo da máquina variam entre $0,50-$2,00 para peças simples e $2,00-$10,00 para geometrias complexas.
O acabamento acrescenta custos variáveis: a fundição não requer nada, o revestimento em pó $1.50-$5.00 por peça, a anodização $2.00-$8.00, a maquinagem secundária CNC $5.00-$50.00+ dependendo das operações.
Análise do ponto de equilíbrio
Os limiares de volume determinam a viabilidade económica:
Os componentes simples tornam-se rentáveis com 1.000-2.500 peças. As peças de complexidade média necessitam de 2.500-5.000 unidades. Os projectos complexos requerem 5.000-10.000 peças para justificar o investimento em ferramentas.
Abaixo destas quantidades, Maquinação CNC a partir de material sólido ou de fabrico aditivo pode custar menos do que fundição injectada personalizada quando se amortizam as despesas com matrizes numa produção limitada.
Formas de reduzir os custos
Elimina os cortes inferiores e as acções laterais para simplificar a utilização de ferramentas. Manter uma espessura de parede uniforme para uma fundição mais rápida e fiável. Consolidar volumes de produção para distribuir os custos de ferramentas. Especificar tolerâncias alcançáveis, uma vez que os requisitos de ±0,001″ obrigam a maquinação secundária dispendiosa. Projetar para superfícies como fundidas onde a aparência cosmética permitir. Considere matrizes familiares que fundem vários números de peças simultaneamente.
Erros comuns de fundição sob pressão a evitar
Subestimação dos prazos de entrega
A entrega do primeiro artigo requer normalmente 8-16 semanas, e não 2-3 semanas. A conceção do molde e a aprovação do cliente consomem 2-3 semanas. A maquinação do aço para ferramentas e o tratamento térmico requerem 4-8 semanas. A produção de amostras T1 e as iterações de aprovação demoram 2-3 semanas. O arranque da produção e a validação do processo acrescentam 1-2 semanas.
Planeamento fundição injectada personalizada projectos no início dos ciclos de desenvolvimento evita a compressão do calendário. A maquinação CNC produz quantidades de protótipos enquanto as matrizes permanentes são fabricadas.
Ignorar o design para fabrico
Os modelos CAD podem conter caraterísticas geométricas fisicamente impossíveis de fundir ou economicamente proibitivas. Experiente serviço de fundição injectada Os fornecedores identificam os problemas durante a revisão do DFM, poupando custos de revisão e atrasos no calendário. O envolvimento dos parceiros de fabrico no início da fase de conceção evita correcções dispendiosas após o compromisso de utilização de ferramentas.
Especificação de tolerâncias apertadas desnecessárias
A fundição sob pressão padrão atinge um controlo dimensional de ±0,003″-0,005″. Especificações mais rigorosas exigem maquinagem CNC secundária, aumentando o custo da peça 20-50%. Aplicar tolerâncias apertadas apenas a elementos de acoplamento críticos e superfícies de referência. Permitir dimensões como fundidas noutros locais para minimizar os custos.
Escolher o material errado
Por vezes, as ligas de resistência máxima enchem mal os moldes ou requerem um processamento em câmara fria que aumenta os custos. A seleção do material equilibra as propriedades mecânicas, a capacidade de fundição, a taxa de produção e o custo. O teste de peças de amostra antes de se comprometer com as ferramentas de produção valida o desempenho do material.
Requisitos de acabamento de superfície que não são tidos em conta
As superfícies fundidas apresentam linhas de fluxo, marcas de pinos e marcas de testemunho da linha de separação. As aplicações que requerem um aspeto estético de Classe A necessitam de operações de acabamento específicas. A conceção de peças em que as superfícies de aspeto crítico recebem acabamento enquanto as faces não visíveis permanecem fundidas optimiza os custos.
Como escolher um fornecedor de serviços de fundição injectada
A seleção do parceiro de fabrico tem tanto impacto na qualidade, na entrega e no sucesso do projeto como as boas práticas de conceção.
Qualificações-chave a verificar
As certificações de sistemas de qualidade demonstram a maturidade do processo: ISO 9001:2015 para fabrico geral, AS9100D para o sector aeroespacial, ISO 13485 para dispositivos médicos, IATF 16949 para fornecedores do sector automóvel.
As capacidades técnicas determinam a viabilidade da produção: gama de tonelagem de máquina disponível (300-3000 toneladas normalmente), inventário de equipamento de câmara quente e fria, serviços de acabamento internos, capacidade de maquinagem secundária CNC.
Os indicadores de experiência incluem um mínimo de 5 anos de historial de funcionamento, uma carteira de produtos relevantes no sector, exemplos de peças comparáveis e referências de clientes dispostos a discutir a qualidade e o desempenho da entrega.
Perguntas a fazer aos potenciais fornecedores
Solicitar calendários típicos de entrega de matrizes. Esclarecer quantas iterações de amostras os custos de ferramentas incluem. Compreender os métodos de controlo de qualidade da produção e a frequência de inspeção. Confirmar a disponibilidade de suporte DFM durante a fase de projeto. Verificar as capacidades de acabamento interno e de operações secundárias. Estabelecer a capacidade de produção e os prazos de reordenação. Determinar a propriedade das ferramentas - o cliente ou o fornecedor detém os activos.
Sinais de alerta a que estar atento
Os fornecedores que não estão dispostos a fornecer referências ou amostras de peças suscitam preocupações. A ausência de certificações formais de qualidade sugere processos imaturos. Preços vagos ou taxas ocultas indicam más práticas comerciais. Dificuldades de comunicação durante a cotação prevêem problemas futuros no projeto. A incapacidade de fornecer feedback DFM revela conhecimentos técnicos limitados. Procedimentos pouco claros de modificação de ferramentas criam conflitos a jusante.
As amostras de peças de projectos anteriores revelam melhor a capacidade de fabrico do que apenas as certificações. A consistência dimensional em várias peças fundidas demonstra o controlo do processo.
Conclusão
Serviço de fundição injectada combina velocidade de produção, precisão dimensional e economia unitária favorável para o fabrico de peças metálicas em volume. O sucesso do projeto depende da otimização dos desenhos para a capacidade de fundição, da seleção de materiais e acabamentos adequados e da parceria com fornecedores qualificados que compreendam as capacidades e limitações do processo.
Começar com análises DFM minuciosas, escolher fornecedores certificados e integrar a maquinação CNC onde as tolerâncias o exigem cria resultados óptimos. Compreender os limites de volume, os prazos de entrega realistas e as estruturas de custos permite tomar decisões de fabrico informadas.
Perguntas mais frequentes
Qual é a quantidade mínima de encomenda para a fundição injectada?
A maioria dos fornecedores exige 1.000-5.000 peças para justificar o investimento em ferramentas. As matrizes simples de cavidade única podem aceitar um mínimo de 500-1.000 peças quando a geometria permite uma produção económica.
Quanto tempo duram as ferramentas de fundição sob pressão?
As matrizes de alumínio com uma manutenção correta permitem 50.000-100.000 disparos, as matrizes de zinco 100.000-150.000 disparos. As geometrias complexas com lâminas ou secções finas podem ter uma vida útil mais curta, exigindo uma renovação mais rápida.
A fundição injetada pode produzir furos roscados?
As roscas externas são fundidas com sucesso, mas as roscas internas criam problemas de ejeção. A prática habitual consiste em fundir orifícios-piloto e, em seguida, adicionar roscas através de operações de roscagem como maquinação secundária CNC.
Quais as tolerâncias que a fundição sob pressão pode atingir?
A capacidade padrão varia entre ±0,003″-0,005″ por polegada. A conceção óptima da matriz e o controlo do processo podem atingir ±0,001″ em dimensões críticas, embora os custos aumentem 20-50% para a maquinagem secundária.
Quanto custa a fundição injectada em comparação com a maquinagem?
A fundição sob pressão custa $0.50-$10.00 por peça após um investimento em ferramentas de $5,000-$75,000. A maquinagem CNC custa $20-$200+ por peça sem ferramentas. O ponto de equilíbrio ocorre normalmente em 1.000-2.500 peças, dependendo da complexidade.
Referências
- Associação Norte-Americana de Fundição Injetada (NADCA). "Relatório sobre o estado da indústria de fundição sob pressão 2024". https://www.diecasting.org
- Tesla, Inc. "Apresentação do dia do investidor: Inovação no fabrico". março de 2023. https://ir.tesla.com
- ASM International. "ASM Handbook Volume 15: Casting." Materials Park, OH, 2008.
- Sociedade de Engenheiros de Fabrico (SME). "Guia de Processos e Materiais de Fundição Injetada 2024". https://www.sme.org
ASTM International. "Especificação padrão para peças fundidas em liga de alumínio (ASTM B85-03)." https://www.astm.org