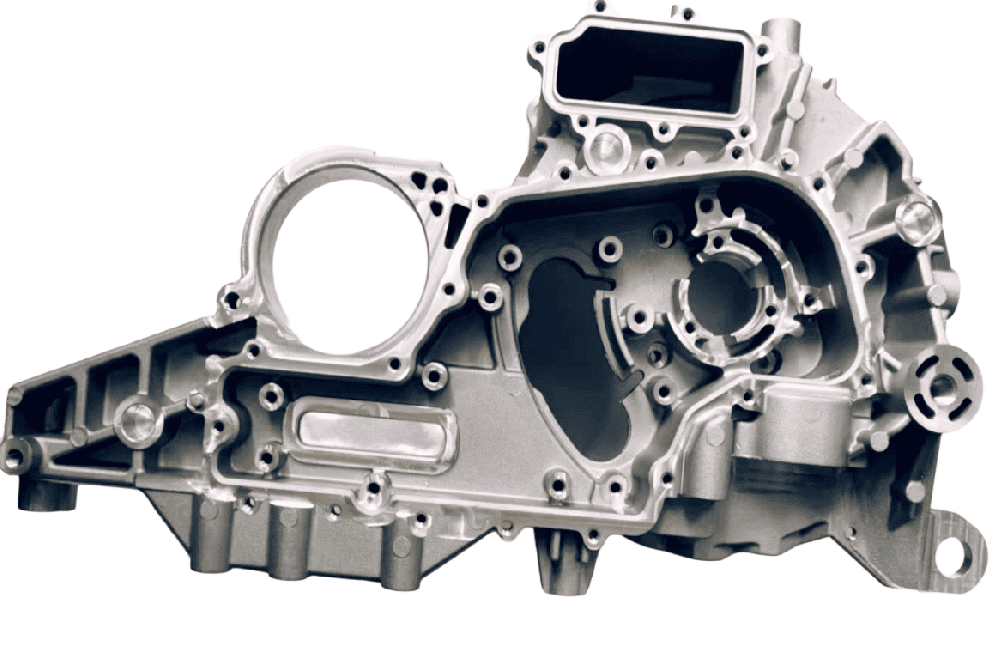
Yes, post-machining of die-cast parts is not only possible but often necessary to achieve the desired precision and surface finishes that die casting alone might not provide. Post-machining allows for the attainment of tighter tolerances and smoother surfaces, which are crucial for high-performance and aesthetic requirements. Common post-machining processes include drilling, milling, and CNC machining, which refine the features of the die-cast part to exact specifications.
Additionally, post-machining can correct any minor defects that occur during the casting process, such as porosity or surface imperfections. It also enables the addition of complex features and fine details that cannot be achieved through casting alone. By integrating die casting with post-machining, manufacturers can leverage the speed and cost-efficiency of die casting for the rough shape while achieving the precision of CNC machining for critical dimensions and finishes.