Introduction: The Critical Role of Tolerances and Surface Finish in CNC Milling
In the realm of CNC milling, achieving the right tolerances and surface finishes is not just a matter of precision but also a fundamental aspect of the entire manufacturing process. The goal is to produce parts that meet specific design requirements, whether they are high-tolerance aerospace components or smooth surfaces for medical devices. However, these outcomes are not always as simple as following the basic instructions.
Tolerances and surface finishes are critical to functionality and performance, and making the right decisions about how to achieve them can affect everything from production time to cost and quality. For engineers, OEM buyers, and procurement managers, understanding how these factors play into the CNC milling process is vital. Whether you’re designing a part that requires a specific tolerance or surface finish or managing a production line that demands high precision, making informed decisions on the best way to achieve these specifications can prevent unnecessary cost overruns, delays, and quality issues.
In this article, we will explore CNC milling tolerances and surface finish in-depth, explaining the theory behind them, the real-world trade-offs engineers face, and how to manage both to achieve optimal results. We’ll delve into practical examples, common challenges, and the decision-making processes used to ensure parts meet stringent requirements without driving up costs.
What Are CNC Milling Tolerances and Surface Finish?
Understanding CNC Milling Tolerances
Tolerance refers to the acceptable deviation from a part’s nominal dimensions, which defines the allowable limits of error. In the context of CNC milling, tolerances represent how precisely a machine must cut material to achieve the desired part dimensions. For example, a tolerance of ±0.01 mm means that the part could be up to 0.01 mm smaller or larger than the specified dimension, and the part would still be considered acceptable.
CNC milling allows for tight tolerances due to its precision and automation, making it suitable for industries like aerospace, automotive, medical, and defense, where high accuracy is critical.
Types of Tolerances in CNC Milling
Tolerances in CNC milling are critical because they define the acceptable limits of variation in the size and shape of a part. These tolerances ensure that parts fit together correctly and function as intended, especially when multiple components are assembled. There are several types of tolerances used in CNC milling, each with its specific purpose and application:
1. Linear Tolerance:
Linear tolerance refers to the allowable deviation in the linear dimensions of a part. It is the most common type of tolerance used in CNC milling and applies to measurements made in a straight line, such as length, width, or height. For example, a linear tolerance might define how much a part’s length can vary from its nominal value (e.g., ±0.01 mm). Linear tolerances are essential for ensuring that the part fits within the designed dimensions and aligns with other parts during assembly. A tighter linear tolerance means a higher level of precision is required, which could affect machining time and cost.
2. Geometric Tolerance:
Geometric tolerance specifies the shape, orientation, and position of features on a part relative to other features. This type of tolerance ensures that the part’s geometry adheres to certain ideal characteristics, such as flatness, parallelism, perpendicularity, and circularity. Geometric tolerances are essential when parts must maintain precise relationships to each other in assemblies. For example, flatness ensures that a surface remains perfectly level, while parallelism ensures that two surfaces remain equidistant and never converge. These tolerances ensure the functional integrity of the part, especially when it’s involved in critical alignments.
3. Fit Tolerance:
Fit tolerance is crucial when parts need to fit together correctly, such as in assemblies involving shafts and holes. There are different types of fit tolerances, including:
- Interference Fit: The parts are designed to fit tightly together, where the hole is slightly smaller than the shaft, causing them to press together. This is often used for parts that must remain in place without movement.
- Clearance Fit: In this case, the hole is slightly larger than the shaft, allowing for easy movement between parts. It’s used when parts need to rotate or move freely within one another.
- Transition Fit: A compromise between interference and clearance fits, where the hole is slightly larger or smaller than the shaft, but still allows for controlled movement with minimal clearance.
Fit tolerances ensure that parts are assembled correctly, with the appropriate level of tightness or looseness depending on the intended function of the parts.
4. Surface Tolerance:
Surface tolerance defines how much the surface of a part can deviate from its ideal geometry. It is often associated with surface finish requirements, which affect the part’s appearance, functionality, and ability to interact with other components. Surface tolerances are used to control roughness or waviness on a part’s surface. For example, a part might have a surface tolerance of Ra 0.8 (a roughness value), meaning that the surface should not deviate by more than 0.8 microns in any direction. A tighter surface tolerance indicates a smoother finish, which can improve performance in certain applications, like reducing friction or enhancing the fit of mating parts.
Understanding CNC Milling Surface Finish:
In CNC milling, surface finish is the final texture of a part’s surface after the machining process is complete. It refers to the small, fine irregularities or patterns left behind on a material’s surface as a result of the cutting process. The surface finish is important for both aesthetic and functional reasons, influencing everything from the part’s appearance to how it performs in its intended application.
The quality of the surface finish impacts the overall performance, durability, and appearance of the part, and its optimization is essential to achieving high-quality results in CNC machining.
What is Surface Finish?
Surface finish refers to the microscopic roughness or smoothness of a part’s surface. It is determined by the machining process, cutting tools, and parameters used, as well as the material being machined. After the cutting tools move over the workpiece, the remaining texture forms peaks and valleys along the surface. These peaks and valleys are not typically visible to the naked eye but can significantly affect a part’s performance.
Surface finish is generally quantified using the Ra value (Roughness Average), which is a measurement of the average height of surface irregularities over a given length. The Ra value is expressed in micrometers (µm) or microinches and provides an objective measure of roughness. The lower the Ra value, the smoother the surface, indicating fewer irregularities.
For example, an Ra value of 3.2 µm might indicate a moderately smooth surface, while an Ra value of 0.1 µm is considered exceptionally smooth, often seen in high-precision parts.
Factors Influencing Surface Finish:
Several factors influence the surface finish produced during CNC milling, including:
- Cutting Tool:
- The choice of cutting tool plays a significant role in determining the surface finish. Tools with sharp edges produce smoother finishes, while dull tools can leave rougher surfaces.
- The choice of cutting tool plays a significant role in determining the surface finish. Tools with sharp edges produce smoother finishes, while dull tools can leave rougher surfaces.
- Cutting Parameters:
- Cutting speed, feed rate, and depth of cut all influence the surface finish. Higher cutting speeds tend to produce smoother finishes, but this can depend on the material and tool used.
- Cutting speed, feed rate, and depth of cut all influence the surface finish. Higher cutting speeds tend to produce smoother finishes, but this can depend on the material and tool used.
- Material Type:
- Coolants and Lubrication:
- Proper lubrication and the use of cutting fluids help in reducing friction during machining, leading to a better surface finish. These also cool the cutting area, reducing tool wear and thermal damage to the part.
- Proper lubrication and the use of cutting fluids help in reducing friction during machining, leading to a better surface finish. These also cool the cutting area, reducing tool wear and thermal damage to the part.
Importance of Surface Finish:
Surface finish is crucial for several reasons:
1. Functionality:
- The surface texture of a part directly impacts its functionality, especially when parts are in motion. For example:
- Bearings and moving parts require smooth surfaces to minimize friction, prevent wear, and ensure smooth operation.
- In aerospace and automotive industries, parts that face high stresses must have a fine surface finish to enhance performance and longevity.
- Friction is a key factor in the performance of parts that move against each other. Rough surfaces increase friction, which can lead to excessive heat, wear, and energy loss. A smooth surface reduces this friction and ensures efficient operation.
- Bearings and moving parts require smooth surfaces to minimize friction, prevent wear, and ensure smooth operation.
2. Aesthetics:
- Aesthetic appeal is another important factor influenced by surface finish. Parts that are visible or need to be coated or painted, such as consumer goods, jewelry, or decorative items, require smooth, clean surfaces to achieve an attractive, high-quality appearance. A rough surface can lead to an uneven coating, poor paint adhesion, or an unattractive finish.
- A good surface finish ensures that parts have a professional look and feel, making them more desirable in markets where appearance is critical.
3. Fit and Assembly:
- When parts fit together, the surface finish can play a role in how well they align and work with other components. For example:
- Tight-fitting components like gears and shafts often require a smooth surface to ensure a proper fit. A rough surface can lead to increased wear and prevent the parts from meshing or fitting together correctly.
- In automotive or aerospace assemblies, where parts need to fit precisely, the right surface finish can ensure that parts perform as designed, minimizing issues like vibrations, noise, and premature failure.
- For some applications, such as O-rings or seals, the surface finish of mating parts is critical to prevent leakage and maintain proper function.
- Tight-fitting components like gears and shafts often require a smooth surface to ensure a proper fit. A rough surface can lead to increased wear and prevent the parts from meshing or fitting together correctly.
Achieving the Desired Surface Finish:
Achieving the optimal surface finish for a part requires careful control of the machining process and consideration of the material, tool, and required tolerance. Several methods are used to improve or refine the surface finish, including:
- Polishing and Buffing:
- Post-machining processes like polishing and buffing can further smooth the part’s surface, achieving a high Ra value suitable for high-precision applications.
- Post-machining processes like polishing and buffing can further smooth the part’s surface, achieving a high Ra value suitable for high-precision applications.
- Grinding:
- Grinding is often used to refine surfaces after CNC milling. It can achieve very fine finishes, especially for hard materials.
- Grinding is often used to refine surfaces after CNC milling. It can achieve very fine finishes, especially for hard materials.
- Coatings:
- Applying coatings such as electroplating or anodizing can also improve the surface finish, enhance corrosion resistance, and provide a more uniform surface texture.
- Applying coatings such as electroplating or anodizing can also improve the surface finish, enhance corrosion resistance, and provide a more uniform surface texture.
- Laser Machining:
- For extremely fine finishes, laser machining can be employed. It offers precise control over surface texture and can be used on very hard materials.
Surface Finish Standards
The most common surface finishes in CNC milling are classified into grades based on the Ra value:
- Very Rough Finish (Ra = 12.5 µm to 50 µm): Used for rough machining where precision isn’t as critical.
- Rough Finish (Ra = 3.2 µm to 12.5 µm): Often used in functional parts with less demanding appearance requirements.
- Medium Finish (Ra = 0.8 µm to 3.2 µm): Common in industrial parts where moderate precision and function are required.
- Fine Finish (Ra = 0.4 µm to 0.8 µm): Used for parts that need good appearance and some functional properties.
- Very Fine Finish (Ra = 0.1 µm to 0.4 µm): Typically used for high-precision components with critical surface requirements.
Achieving a high-quality surface finish involves controlling factors such as cutting speed, feed rate, tool choice, and coolant usage. Machining with the right parameters can dramatically improve the final finish.
The CNC Milling Process: How Tolerances and Surface Finish are Achieved
Material Selection
Choosing the right material for CNC milling is the first step in ensuring that your part meets the required tolerances and surface finish. Some materials, like aluminum, are easier to machine and can achieve good tolerances and finishes with standard milling setups. Other materials, like titanium and stainless steel, require more specialized tooling and parameters to ensure both the tolerance and surface finish remain within specifications.
For instance, stainless steel, being harder and more resistant to wear, demands slower cutting speeds, more rigid tooling, and higher cutting forces, which may affect the achievable surface finish. On the other hand, materials like aluminum or plastics allow for faster speeds and better surface finishes but may require different tools and strategies.
CNC Machine Setup
Once the material is selected, the CNC machine is set up. Achieving tight tolerances and a high-quality surface finish requires precision in the machine’s calibration. Any error in the machine setup can affect the part’s dimensions and the smoothness of its surface.
- Tool Selection: The type of tool used has a direct impact on both tolerances and surface finish. For high precision, carbide tools are often preferred, as they offer better wear resistance and can handle higher cutting speeds, especially for tougher materials.
- Cutting Parameters: The cutting speed (spindle speed), feed rate, and depth of cut all influence the outcome. For fine finishes, slower cutting speeds and reduced depth of cut are often used, whereas rough cuts may require higher speeds and more aggressive feed rates.
- Workholding: Securely clamping the part ensures that it doesn’t shift or vibrate during machining, preventing errors in tolerance and reducing the chances of a poor surface finish.
Milling Operations
Once the CNC machine is running, machining operations such as facing, contouring, drilling, or slotting are performed. Each of these operations must be monitored carefully to ensure that the part is being produced to the right specifications. Here are some key factors involved:
- Tool Path: The path followed by the cutting tool must be optimized for both material removal and surface finish. A poor toolpath can leave marks or uneven surfaces.
- Cooling and Lubrication: In some materials, heat generated during machining can distort the part or wear out the tool. Coolants or lubrication help to maintain the material integrity and improve the surface finish by reducing friction.
- Finishing Cuts: For parts that require high precision or smooth surfaces, finishing cuts with very light depths are used to achieve the final desired tolerance and finish.
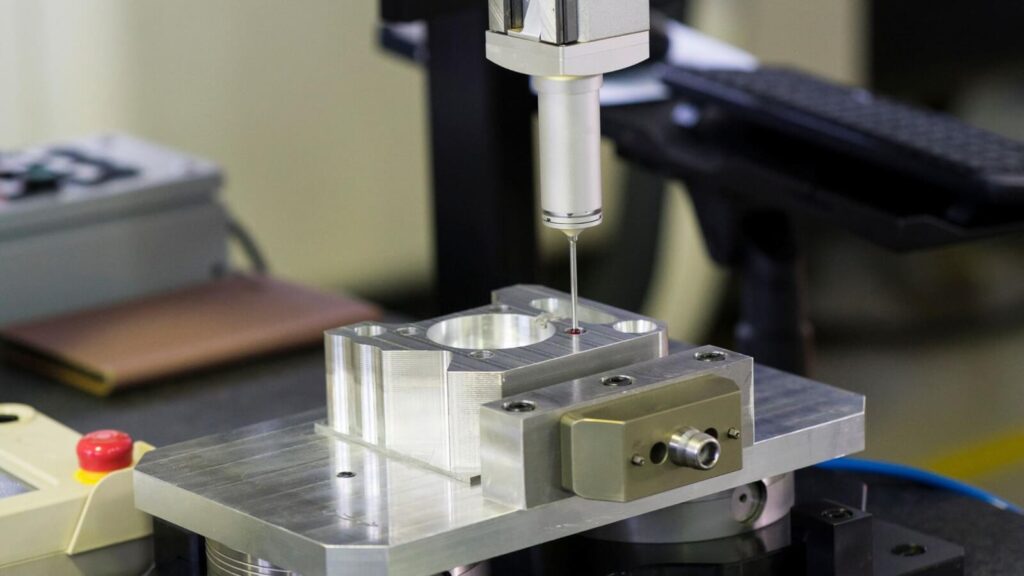
Inspection and Quality Control
Once the part is machined, it undergoes inspection to ensure it meets the specified tolerances and surface finish. Coordinate Measuring Machines (CMMs) are often used for dimensional checks, while profilometers can measure surface roughness. If the part doesn’t meet specifications, adjustments in the machine settings or tooling may be required.
Common inspection tools include:
- Micrometers and calipers for linear dimensions.
- Height gauges for vertical measurements.
- Surface roughness testers to measure the quality of the surface finish.
Real-World Manufacturing Scenarios: Decision Making and Trade-Offs
Aerospace Component Machining
In the aerospace industry, parts must adhere to extremely tight tolerances (often within ±0.005 mm or tighter) and high-quality surface finishes. When machining components from titanium or Inconel, engineers must make trade-offs between cycle time and tool wear. Titanium, for example, requires slower cutting speeds to prevent overheating, which can impact production time.
- Decision: Prioritize tool life and quality of the surface finish, even if it means higher operational costs. Use advanced carbide tools and adjust cutting parameters to balance the trade-off between high precision and tool wear.
Medical Device Manufacturing
Medical device components, like implants or surgical tools, require not only tight tolerances but also a very fine surface finish for biocompatibility and functionality. Materials such as stainless steel or titanium are often used, but achieving a fine finish requires precise control of cutting speed, feed rates, and tool choice.
- Decision: Implement a multi-pass machining strategy with slower feed rates and high-quality tooling to achieve the required surface finish without compromising on part quality. Tool wear must be closely monitored to prevent dimensional inaccuracies.
Automotive Part Production
For automotive parts, such as engine blocks or brackets, parts must meet standard tolerances (typically within ±0.1 mm), and a good surface finish is required to ensure functionality, especially in moving components like pistons. Materials like cast iron or aluminum are typically used.
- Decision: Prioritize speed and cost-efficiency by using higher feed rates and coarser tools for roughing cuts. Finish cuts are done with finer tools to achieve the required surface finish.
Trade-Offs and Limitations in CNC Milling Tolerances and Surface Finish
1. Tolerances vs. Cycle Time
In CNC machining, tolerance refers to the allowable deviation from the desired dimensions or geometry of a part. Tighter tolerances mean that the part must be more precisely machined, requiring more careful adjustments during the manufacturing process. This directly impacts cycle time and production costs.
Impact on Cycle Time:
- Stricter tolerances require more precise tooling and slower cutting speeds to achieve the desired accuracy. As a result, the machine must make more passes or take finer cuts to ensure that each feature of the part is within the specified limits. For example, if the tolerance is reduced from ±0.1mm to ±0.01mm, the machine must move with greater precision and slower speeds, which leads to longer cycle times.
- With tighter tolerances, the machine’s feed rates often need to be reduced, which decreases how quickly the material is removed. Slower cutting speeds generate less heat and improve the part’s precision, but they also increase the time it takes to complete each part.
- Additionally, more precise tooling is required, often increasing the tooling costs. Higher-quality tools, such as carbide or PCD inserts, are typically needed to achieve the high precision demanded by tight tolerances. These specialized tools may wear out more quickly, adding to the cost and reducing production efficiency.
Striking a Balance:
- In high-volume production environments, it’s crucial to strike a balance between desired tolerance and cycle time. Overly tight tolerances may be necessary for critical parts (e.g., aerospace or medical applications), but for less demanding applications, slightly looser tolerances can significantly reduce cycle times and production costs.
- Manufacturers often have to assess whether the additional time and cost of maintaining a tight tolerance are worth the benefits it brings to the part’s performance or functionality. For example, a part with a tolerance of ±0.1mm may function just as well in certain applications as one with ±0.01mm tolerance, without the need for excessive machining time and tool wear.
2. Surface Finish vs. Tool Life
Surface finish refers to the texture of a part’s surface, and achieving a fine surface finish can significantly impact part performance, aesthetics, and functionality. However, there is a trade-off between achieving a fine surface finish and tool life.
Achieving Fine Surface Finish:
- To achieve a smooth surface (with a low Ra value, such as 0.1–0.5 µm), the machining process often requires slower cutting speeds, lighter cuts, and multiple passes over the material. These settings allow the cutting tool to gradually refine the surface and remove material evenly.
- Slower cutting speeds and lighter cuts reduce heat buildup and minimize tool wear, but they also prolong the time needed to machine the part, leading to increased cycle time.
- Additional passes or finishing operations, such as polishing or grinding, are sometimes necessary to improve the surface finish, especially for high-precision components.
Tool Life:
- While slow cutting speeds and multiple passes can improve surface finish, they also lead to increased tool wear. Cutting tools experience more abrasion and friction when performing lighter cuts or when used for longer periods, ultimately reducing their lifespan.
- The material being machined also plays a significant role in tool wear. Harder materials, such as titanium or high-carbon steels, can cause more rapid tool wear, even when slower cutting speeds are used.
- In high-volume production, tool replacement and maintenance can become costly. To optimize both surface finish and tool life, manufacturers often need to find the best compromise. For instance, they may choose to adjust the cutting parameters (e.g., use higher cutting speeds in combination with tool coatings) to improve tool life while still achieving an acceptable surface finish.
Striking a Balance:
- In industries like automotive or medical device manufacturing, where surface finish and tool life are both critical, optimized tool paths and advanced coatings are used to extend tool life without compromising surface quality.
- In high-volume production, the decision between surface quality and tool life often depends on the specific part requirements. Parts with less stringent surface finish requirements may tolerate quicker machining speeds, extending tool life, while parts that require a mirror-like finish might demand slower cutting speeds at the cost of increased tool wear.
3. Material Selection vs. Machining Complexity

The material selected for a part significantly influences both machining complexity and production costs. The choice of material determines the required machining parameters, cutting tools, and overall difficulty of the CNC milling process.
Harder Materials:
- Harder materials, such as titanium, stainless steel, and tool steels, are often chosen for their strength, corrosion resistance, and high-temperature performance. These materials are essential for critical applications, such as aerospace, automotive, and medical industries.
- However, machining harder materials presents significant challenges. They require specialized tooling, such as carbide or ceramic inserts, to handle the abrasion and heat generated during cutting.
- Harder materials also require slower cutting speeds and reduced feed rates to prevent tool damage and excessive heat buildup, which increases cycle times. The machining process may require multiple passes to remove material efficiently and achieve the desired geometry, further contributing to increased production time and costs.
- The difficulty in machining harder materials can also lead to higher tool wear, which necessitates more frequent tool replacements, adding to maintenance and downtime costs.
Softer Materials:
- Softer materials, such as aluminum, plastics, or brass, are much easier to machine, requiring less force and faster cutting speeds. Softer materials tend to generate less heat, reducing the risk of tool wear and extending tool life.
- Softer materials are often chosen for applications where weight reduction, cost-effectiveness, or ease of machining are the primary considerations. They are commonly used in consumer products, automotive components, and non-critical parts in industrial machinery.
- While machining soft materials can be more cost-effective and faster, they may not offer the same durability, strength, or corrosion resistance required for certain high-performance applications. Therefore, the material’s properties must align with the functional requirements of the part.
Striking a Balance:
- Material selection involves understanding the trade-offs between machinability and functional requirements. If a material is too soft, it may not provide the necessary strength or resistance for the part’s intended application. If a material is too hard, the increased machining complexity may result in higher costs and longer lead times.
- The choice of material should be guided by the part’s intended use, desired properties, and manufacturing constraints. For example, while aluminum may be an excellent choice for lightweight parts, a part requiring high strength and corrosion resistance, such as for an aerospace application, might necessitate the use of titanium, despite the increased machining complexity and cost.
Conclusion: Mastering CNC Milling Tolerances and Surface Finish
Achieving the right balance between CNC milling tolerances and surface finish is crucial for producing high-quality parts in any industry. By carefully considering factors like material properties, tooling, machining parameters, and production goals, manufacturers can optimize their processes for efficiency, cost, and quality. Whether you’re working with aerospace components, medical devices, or automotive parts, understanding the trade-offs and limitations of CNC milling will help ensure that your parts meet the required specifications and perform as intended.
By leveraging the insights shared in this article, engineers, OEM buyers, and procurement managers can make better decisions when selecting materials, defining machining parameters, and optimizing production processes for both tolerances and surface finish.
FAQS
1. What is the typical tolerance achievable in CNC milling?
CNC milling can achieve tolerances as tight as ±0.005 mm (5 microns) for high-precision parts, although standard tolerances are usually around ±0.1 mm. The actual achievable tolerance depends on factors like material, tooling, machine accuracy, and part complexity.
2. How can I improve the surface finish of my CNC milled parts?
To improve the surface finish, use finer tooling, slower cutting speeds, reduced feed rates, and ensure that the workpiece is securely fixed. Using high-quality coolant and employing finishing passes with light cuts can further enhance the surface quality.
3. How do machining parameters affect tolerance and surface finish?
Machining parameters such as cutting speed, feed rate, and depth of cut directly influence both tolerances and surface finish. Higher cutting speeds and depths of cut often lead to rougher finishes, while slower speeds and lighter cuts improve surface quality but may increase cycle times.
4. What are the challenges of maintaining tight tolerances in CNC milling?
Challenges include tool wear, machine calibration, material properties, and heat buildup during cutting. Maintaining consistency and preventing variations in these factors is crucial for achieving tight tolerances.
5. Why is surface finish important in CNC milling?
Surface finish impacts the part’s functionality, appearance, and performance. For parts that involve friction or fit (e.g., gears or bearings), a smooth surface reduces wear and improves lifespan. In medical or aesthetic components, surface finish is critical for appearance and biocompatibility.