Introduction from the Shop Floor Perspective
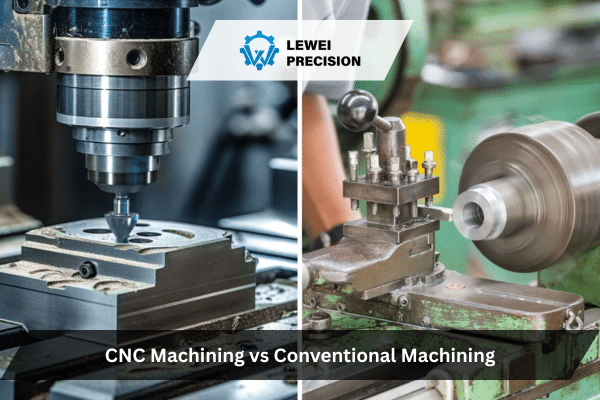
In manufacturing, the decision between CNC machining and conventional machining is not academic. It affects cost, lead time, quality risk, repeatability, inspection load, scrap rate, and ultimately whether a production run succeeds or fails. Engineers and buyers who have spent time on the shop floor know that machines do not exist in isolation. They interact with tooling, operators, fixtures, materials, tolerances, and deadlines.
This article explains CNC machining vs conventional machining from first principles all the way to real production decision making. It reflects how these processes actually behave in workshops, not just how they are described in textbooks. The goal is to help engineers, OEM buyers, and procurement managers choose the right process for the right job, understand why things go wrong, and know what questions to ask when requesting a quote or RFQ for CNC Machining Services.
Understanding Machining at a Fundamental Level
What Machining Really Is
Machining is controlled material removal. Metal or plastic is shaped by cutting tools that shear material away in the form of chips. The final geometry depends on tool motion, tool rigidity, cutting parameters, and how the workpiece is restrained.
At its core, machining is about managing forces. Cutting forces push back into the tool, the spindle, the fixture, and the part. If any of these elements lack stiffness or control, accuracy suffers.
Both CNC and conventional machining follow the same physics. The difference lies in how motion is generated, controlled, and repeated.
Conventional Machining Explained in Depth
What Is Conventional Machining
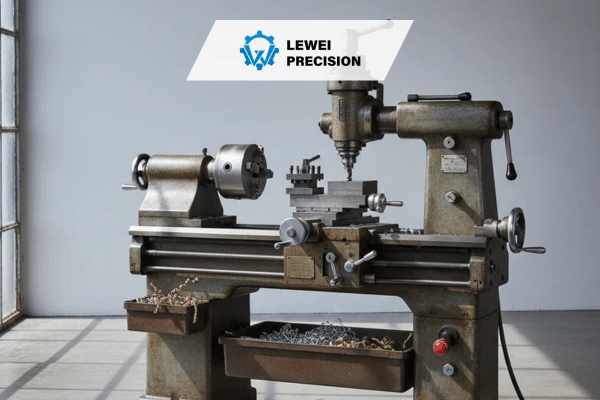
Conventional machining refers to manually operated machine tools such as engine lathes, knee mills, drill presses, shapers, and manual grinders. The operator controls movement using handwheels, levers, and visual reference points.
The machine itself is not intelligent. The skill, judgment, and experience of the machinist define the outcome.
How Conventional Machines Actually Work
On a manual lathe, the machinist sets spindle speed using gears or belts, engages feed using mechanical linkages, and controls depth of cut by turning handwheels. The operator watches the cut, listens to the tool, feels vibration through the controls, and adjusts in real time.
On a manual milling machine, the machinist references dials or digital readouts, locks axes when needed, and sequences operations mentally. Every hole location, pocket depth, and surface finish depends on human control.
Strengths of Conventional Machining
Conventional machining excels when flexibility and judgment matter more than repetition.
One-off parts, repair work, prototypes, and rework jobs are often faster on manual machines. There is no programming overhead. A skilled machinist can take a drawing, clamp raw stock, and start cutting within minutes.
Manual machines allow subtle adjustments during cutting. If material hardness varies, the operator compensates instantly. If chatter starts, feed and depth are adjusted intuitively.
In low-volume environments, conventional machining can be cost-effective because setup time is minimal and tooling is simple.
Limitations of Conventional Machining
Repeatability is the biggest limitation. Even the best machinist cannot manually hit the same dimension hundreds of times without variation. Fatigue, distraction, and tool wear introduce drift.
Complex geometry is extremely difficult or impossible. True 3D contours, compound curves, and multi-axis features are beyond manual capability.
Documentation and traceability are limited. Inspection relies heavily on manual measurement and operator experience.
Scaling production with conventional machining requires more skilled labor, which is increasingly scarce.
CNC Machining Explained from the Inside
What CNC Machining Really Means
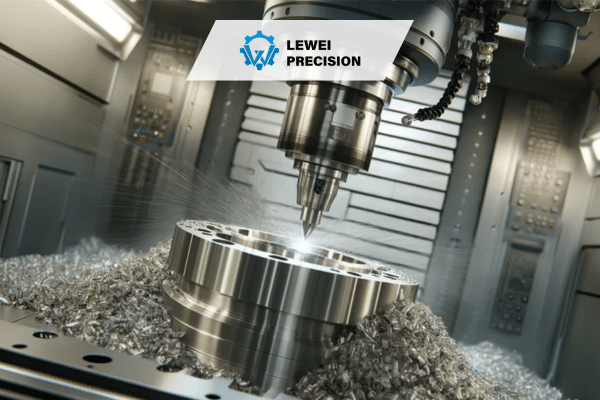
CNC machining uses computer numerical control to drive machine motion. Axes are moved by servo motors or stepper motors based on programmed instructions called G-code.
Once programmed, the machine executes the same toolpath repeatedly with minimal variation.
How CNC Machines Actually Operate
A CNC machine is a system, not just a machine tool. It includes the mechanical structure, control software, servo drives, feedback encoders, tooling systems, and workholding.
The process starts with CAD geometry. That geometry is translated into CAM toolpaths based on cutting strategy, tool selection, and machine capability. The program defines every move, feed rate, spindle speed, and tool change.
During cutting, feedback systems monitor position and correct errors in real time. The machine does not think, but it is extremely consistent.
Strengths of CNC Machining
Repeatability is the defining advantage. Once a CNC process is dialed in, parts come out the same whether it is the first piece or the thousandth.
Complex geometry is routine. Multi-axis CNC machines can produce features that manual machining cannot approach.
Inspection and quality control are easier to standardize. CNC parts often integrate with coordinate measuring machines and statistical process control systems.
Labor efficiency is higher. One operator can run multiple CNC machines simultaneously.
CNC machining is the backbone of modern CNC Machining Services offered to OEMs and global supply chains.
Limitations of CNC Machining
CNC machining has upfront costs. Programming, setup, fixturing, and tool proving take time.
Poor programming leads to scrap fast. A single incorrect offset can destroy a part in seconds.
CNC machines require stable power, controlled environments, and trained technicians for maintenance.
For very simple, one-off parts, CNC may be slower and more expensive than manual machining.
Tooling Differences Between CNC and Conventional Machining
Manual Tooling Reality
Manual machining typically uses general-purpose tooling. High speed steel tools, basic inserts, and standard drills dominate.
Tool changes are manual. Tool length variation is managed by experience rather than measurement systems.
Tool wear is monitored by feel, sound, and surface finish.
CNC Tooling Reality
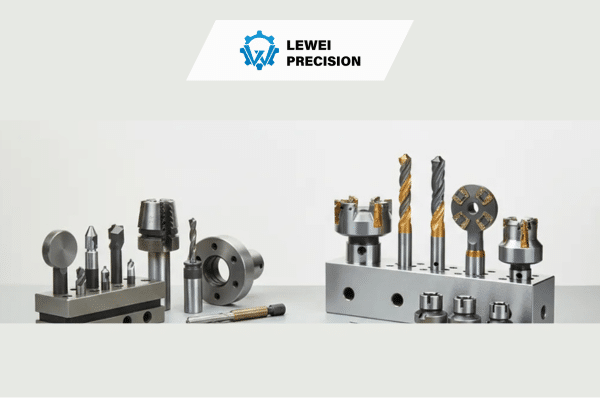
CNC tooling is engineered for repeatability. Tool holders are balanced, measured, and stored in tool libraries.
Tool length offsets and diameter wear offsets are tracked digitally.
Advanced coatings, carbide tools, and indexable systems are common.
Tool failure in CNC machining is more dramatic. When a tool breaks, it often damages the part and possibly the fixture.
Fixturing and Workholding Comparison
Conventional Workholding
Manual machining relies on vises, clamps, angle plates, and improvisation.
Fixturing is flexible but inconsistent. Each setup is unique.
This works for prototypes but becomes a liability in production.
CNC Workholding
CNC machining demands rigid, repeatable fixturing.
Zero-point systems, soft jaws, tombstones, and custom fixtures are common.
The fixture is often as important as the program. Poor workholding leads to vibration, dimensional error, and tool breakage.
Engineers designing CNC Machining Services evaluate fixturing cost early because it impacts part price and lead time.
Tolerance Capability in Real Production
Manual Machining Tolerances
Experienced machinists can hold tight tolerances on single features. Holding ±0.01 mm is possible in ideal conditions.
The challenge is consistency across multiple parts and multiple features.
Thermal drift, tool wear, and operator variability accumulate.
CNC Machining Tolerances
CNC machines excel at positional accuracy and consistency.
Tolerances of ±0.005 mm are achievable with proper process control.
However, tolerance stacking still applies. Poor datum selection or incorrect probing strategy leads to rejection even with CNC.
Surface Finish and Process Control
Manual Finish Control
Surface finish on manual machines depends heavily on operator skill.
Feed consistency, tool sharpness, and hand control affect results.
Polishing and secondary finishing are often required.
CNC Finish Control
CNC allows precise control of feed and speed, resulting in predictable finishes.
High-speed machining strategies reduce tool marks.
Surface finish is repeatable across batches, which simplifies inspection and downstream assembly.
Production Volume Decision Logic
Low Volume and Prototypes
For one-off parts or early prototypes, conventional machining is often faster.
There is no need to program or simulate.
Changes can be made instantly.
Medium Volume Production
This is the gray zone where decision making matters most.
CNC machining usually wins when quantities exceed a few dozen parts, especially if geometry is complex.
Manual machining struggles with consistency and labor cost at this stage.
High Volume Production
CNC machining is mandatory.
Repeatability, automation, and integration with inspection systems are essential.
Conventional machining cannot scale efficiently.
Human Factors and Skill Requirements
Manual Machinist Skill
Manual machining depends on tacit knowledge.
Years of experience are required to master feel, sound, and visual cues.
This skill is difficult to replace and increasingly rare.
CNC Skill Sets
CNC machining requires different skills.
Programming, setup, tooling selection, and process optimization matter more than hand control.
Errors are less forgiving. A mistake in code affects every part.
Strong CNC Machining Services invest heavily in training and process documentation.
What Goes Wrong in Each Process
Every machining process fails in predictable ways. The difference between CNC machining and conventional machining is not whether things go wrong, but how they go wrong, how fast problems appear, and how much damage they cause before being detected.
Understanding these failure modes is critical for engineers, buyers, and procurement teams because most quality issues are not caused by bad intent, but by structural weaknesses in the chosen process.
Common Failures in Conventional Machining
Dimensional Drift Due to Fatigue
In conventional machining, the machinist is the control system. Over the course of a shift, fatigue sets in. Hand pressure changes. Visual judgment degrades slightly. What starts as a perfectly centered cut in the morning slowly drifts by the afternoon.
This drift is subtle and often invisible until parts are assembled or inspected later. A shaft diameter may slowly grow undersize as the machinist compensates unconsciously for tool wear. Hole locations may creep off nominal because dial readings are misread under time pressure.
This is not a skill problem. It is a human limitation. Manual machining depends on sustained attention, which is impossible to maintain perfectly over long production runs.
Inconsistent Surface Finish
Surface finish in conventional machining depends on feed consistency, tool sharpness, and operator feel. Even experienced machinists cannot maintain identical feed pressure for hours.
As tools dull, surface finish degrades gradually. The machinist may adjust feed or depth to compensate, but those adjustments are rarely documented or repeatable.
The result is parts that technically meet dimensional tolerance but vary in surface quality, which affects sealing, friction, coating adhesion, and fatigue life.
Human Measurement Errors
Manual machining relies heavily on calipers, micrometers, depth gauges, and visual alignment. Measurement errors are inevitable.
A micrometer read incorrectly by 0.01 mm can cascade into scrap across multiple parts. Measuring warm parts without accounting for thermal expansion introduces hidden variation. Referencing the wrong datum face is a common mistake when drawings are complex.
These errors are rarely malicious. They occur because measurement is integrated into production rather than separated and controlled.
Limited Traceability
Conventional machining offers very little process traceability. If a batch fails inspection, it is difficult to determine exactly when or why the issue occurred.
There is usually no record of tool offsets, machine conditions, or intermediate measurements. This makes root cause analysis slow and often inconclusive.
For industries that require compliance, traceability, or audits, this is a major limitation.
Common Failures in CNC Machining
CNC machining removes many human variables, but it introduces systemic risks. When things go wrong in CNC, they often go wrong fast and expensively.
Incorrect Offsets Leading to Scrap
Offsets are the foundation of CNC accuracy. Tool length offsets, work offsets, and wear offsets must all be correct.
A single incorrect offset can cause an entire batch to be scrapped in minutes. A tool set 1 mm too long does not gradually drift; it immediately cuts too deep.
Unlike manual machining, CNC does not feel resistance or hesitation. It executes exactly what it is told, even if that instruction is wrong.
Tool Collisions Due to Programming Errors
Programming errors are a leading cause of CNC downtime. A missed clearance plane, incorrect tool change position, or wrong coordinate system can cause tool crashes.
These collisions damage tools, spindles, fixtures, and sometimes the machine itself. The financial impact is significantly higher than a mistake on a manual machine.
This is why experienced CNC environments rely heavily on simulation, dry runs, and proven programs.
Poor Fixturing Design
CNC machining demands rigid, repeatable fixturing. If the fixture allows even slight movement, the machine will cut inaccurately every time.
Unlike manual machining, the operator cannot instinctively compensate mid-cut. The machine will repeat the same error part after part.
Poor fixturing leads to chatter, dimensional variation, and tool breakage, even if the program itself is correct.
Over-Automation Without Understanding Cutting Physics
One of the most dangerous CNC mistakes is relying on automation without understanding material behavior.
High feed rates, aggressive toolpaths, or copied programs from different materials often cause premature tool wear or catastrophic failure.
CNC machines are powerful, but they do not replace engineering judgment. When cutting physics are ignored, CNC amplifies the mistake rather than correcting it.
Cost Structure Comparison
Cost differences between CNC machining and conventional machining are not just about machine price. They are about how cost behaves as volume, complexity, and quality requirements change.
Manual Machining Costs
Manual machines are relatively inexpensive to purchase and maintain. Tooling is simple, and setup is quick.
However, labor cost per part is high because one machinist typically produces one part at a time. Variability increases inspection cost, rework, and scrap risk.
Manual machining is economically viable only when volumes are low and tolerances are forgiving.
CNC Machining Costs
CNC machines require significant capital investment. Tooling, fixturing, programming, and setup add upfront cost.
Once running, however, labor cost per part drops dramatically. One operator can oversee multiple machines, and repeatability reduces inspection and rework.
At scale, CNC machining produces lower per-unit cost and more predictable quality, which is why this cost logic dominates CNC Machining Services and RFQ evaluations.
Inspection and Quality Assurance
Inspection philosophy differs fundamentally between the two processes.
Manual Inspection Reality
In manual machining, inspection is typically reactive. Parts are measured after cutting, often by the same person who machined them.
Documentation is limited. Statistical process control is difficult because variation is not consistent or measurable in real time.
This approach works for simple jobs but fails under regulatory or high-reliability requirements.
CNC Quality Systems
CNC machining integrates inspection into the process. Probing systems verify part position before cutting. In-process measurement catches drift early.
Coordinate measuring machines validate geometry against digital models, and data is recorded for traceability.
This data-driven approach is essential for OEMs in aerospace, automotive, medical, and energy sectors.
Environmental and Material Considerations
Both machining methods face material challenges, but CNC handles them more consistently.
Hard materials, exotic alloys, and difficult-to-machine metals require precise control of feed, speed, and tool engagement.
Manual machining struggles in these cases because consistent control is physically demanding and error-prone.
CNC machines maintain stable cutting conditions, which reduces tool wear and improves dimensional stability.
Choosing Between CNC Machining and Conventional Machining
Experienced engineers do not choose processes based on ideology. They ask practical questions.
Key Decision Questions Explained
Part quantity determines whether setup cost can be amortized.
Geometry complexity dictates whether manual machining is even feasible.
Tolerance requirements define whether repeatability matters more than flexibility.
Repeatability affects assembly yield and downstream processes.
Delivery timeline influences whether programming time is justified.
Inspection documentation requirements often eliminate manual machining entirely.
These questions guide real-world decisions far more reliably than generic comparisons.
Role of CNC Machining Services in Modern Manufacturing
Most OEMs cannot maintain every machine type, tooling system, and specialist in-house.
Professional CNC Machining Services exist to absorb that complexity. They invest in advanced machines, trained staff, inspection systems, and process control so OEMs do not have to.
When evaluating a CNC supplier, engineers should look beyond hourly rates. Fixturing capability, inspection rigor, and process maturity determine long-term success far more than price.
FAQs
Is CNC machining always more accurate than conventional machining
CNC machining is more consistent, not automatically more accurate. A skilled machinist can hit tight tolerances on a single part manually. CNC shines when those tolerances must be repeated across many parts. Accuracy also depends on fixturing, tooling, and thermal control. Poor CNC processes still produce bad parts. Consistency is the real advantage.
Can conventional machining still be used in modern production
Yes, but its role is limited. Conventional machining is valuable for prototyping, repairs, and low-volume custom work. It is also useful for quick modifications and rework. However, it is rarely suitable for scaled production where repeatability and documentation are required. Modern shops often use both methods strategically.
Why does CNC machining sometimes cost more for simple parts
Programming, setup, and fixturing take time. For very simple parts, this overhead can exceed the cutting time. Manual machining may produce the same part faster. CNC becomes cost-effective when volume or complexity offsets setup cost. This is why part quantity matters in RFQs.
What skills matter most in CNC machining environments
Understanding cutting physics, tooling selection, fixturing design, and process planning matter more than button pushing. Programming skill alone is not enough. Good CNC machinists understand why a tool fails or a surface finish degrades. That knowledge prevents scrap and downtime.
How does inspection differ between CNC and manual machining
Manual machining relies on spot checks and operator measurement. CNC machining integrates probing, in-process checks, and CMM inspection. This allows statistical process control and traceability. OEMs often require this data, which makes CNC machining the preferred choice for regulated industries.
Is CNC machining suitable for all materials
Most materials can be machined with CNC, but not all behave the same. Soft plastics, hardened steels, and exotic alloys require different strategies. CNC machines handle demanding materials better due to precise control. However, poor tool selection or programming still causes failure regardless of machine type.
What should buyers include in a CNC machining RFQ
Clear drawings, tolerances,material specifications, surface finish requirements, quantity, and inspection expectations are essential. Ambiguity leads to higher quotes or quality risk. Good CNC Machining Services use this information to design fixtures and processes properly. A detailed RFQ saves time and cost for both sides.